
ລໍ້ສະເກວ HYUNDAI R1200 R1250 81QE-10010 ຊຸດລໍ້ສະເກວຕິດຕາມສຸດທ້າຍ/ຍີ່ຫໍ້ CQC ຈາກ Heli Heavy Industry - ຜູ້ຜະລິດຊັ້ນນຳຂອງໂຄງລົດຕິດຕາມໜັກຈາກ Quanzhou, ປະເທດຈີນ


ການປະກອບສະເກວລໍ້ສຸດທ້າຍຂອງ HYUNDAI R1200/R1250 (81QE-10010): ລໍ້ຂັບ CQC Precision-Cast ຈາກ Heli Heavy Industry
ຜູ້ຂຽນ: Jack | ວິສະວະກອນລະບົບລຸ່ມລົດບັນທຸກອາວຸໂສ, CQC – ອຸດສາຫະກຳເຮລີໜັກ
ໃນລົດຂຸດຂຸດຄົ້ນບໍ່ແຮ່ນ້ຳໜັກ 120 ໂຕນ ເຊັ່ນ Hyundai R1200 ຫຼື R1250, ສະກູຂັບສຸດທ້າຍແມ່ນຕົວເຊື່ອມຕໍ່ການຖ່າຍໂອນແຮງບິດທີ່ສຳຄັນລະຫວ່າງພະລັງງານໄຮໂດຼລິກຂອງເຄື່ອງຈັກ ແລະ ພື້ນດິນ. ແຂ້ວສະກູຈະເຂົ້າກັບທຸກໆບຸຊລິ້ງຂອງຮ່ອງພາຍໃຕ້ແຮງດຶງທີ່ໜັກໜ່ວງ, ແລະ ການບິດເບືອນຂອງຮູບຊົງແຂ້ວ ຫຼື ຄວາມອ່ອນແອທາງໂລຫະຈະເລັ່ງການສວມໃສ່ທົ່ວລະບົບຕ່ອງໂສ້ຮ່ອງທັງໝົດ. ໝາຍເລກອາໄຫຼ່ OEM81QE-10010ກຳນົດຊຸດລໍ້ສະກູລໍ້ສຸດທ້າຍທີ່ສົມບູນ, ເຊິ່ງເປັນວັດສະດຸສິ້ນເປືອງທີ່ມີການສວມໃສ່ສູງທີ່ກຳນົດໂດຍກົງເຖິງອາຍຸການໃຊ້ງານຂອງລະບົບລຸ່ມລົດ ແລະ ຄ່າໃຊ້ຈ່າຍຕໍ່ໂຕນທີ່ເຄື່ອນຍ້າຍ.
CQC, ຍີ່ຫໍ້ໂຄງລົດທີ່ມີລະບົບຕິດຕາມໜັກຂອງ Heli Heavy Industry—ຜູ້ຜະລິດຊັ້ນນຳຈາກ Quanzhou, ປະເທດຈີນ—ສະໜອງສະກູລໍ້ຫຼັງການຂາຍທີ່ສາມາດປ່ຽນແທນໄດ້ຢ່າງຄົບຖ້ວນ ແລະ ວິສະວະກຳທີ່ຕີດ້ວຍເຫຼັກສຳລັບລົດ Hyundai R1200/R1250 ທີ່ຕອບສະໜອງ ແລະ ເກີນຄວາມຕ້ອງການຂອງການຂຸດຄົ້ນຫີນແຂງຢ່າງຕໍ່ເນື່ອງ. ບົດຄວາມນີ້ພິຈາລະນາວ່າເປັນຫຍັງສະກູລໍ້ຈຶ່ງເປັນອົງປະກອບທີ່ເຮັດໄດ້ ຫຼື ບໍ່ເຮັດໄດ້, ຄວາມສາມາດໃນການຜະລິດຂອງ CQC ສ້າງອົງປະກອບທີ່ທົນທານໄດ້ແນວໃດ, ແລະ ມັນປະສົມປະສານເຂົ້າກັບລະບົບພາຍໃຕ້ລົດທີ່ສົມບູນສຳລັບຄູ່ຮ່ວມງານການຂຸດຄົ້ນ ແລະ ການຈຳໜ່າຍທົ່ວໂລກແນວໃດ.
1. ບົດບາດ ແລະ ການໂຫຼດຄວາມກົດດັນຂອງ Sprocket R1200/R1250
ລົດ Hyundai R1200 ແລະ R1250, ເຊິ່ງໃຊ້ງານດ້ວຍນ້ຳໜັກ 120–125 ໂຕນ, ສົ່ງແຮງບິດອັນໃຫຍ່ຫຼວງຜ່ານລະບົບຂັບເຄື່ອນສຸດທ້າຍໄປຫາສະເກຣດ. ຮອບວຽນການປີ້ນກັບຂອງແຂ້ວແຕ່ລະຄັ້ງຈະເຮັດໃຫ້ສະເກຣດຕ້ອງ:
- ການໃຊ້ງານຂອງບຸຊທີ່ມີຄວາມດັນສູງຕໍ່ການສຳຜັດ: ແຂ້ວສະເກຣດຈະກົດດັນໃສ່ບຸຊການເຊື່ອມຕໍ່ລາງທີ່ແຂງ, ສ້າງຄວາມກົດດັນໃນການສຳຜັດທີ່ສາມາດເກີນຈຸດຜົນຜະລິດຂອງວັດສະດຸ ຖ້າຮູບແບບແຂ້ວ ຫຼື ຄວາມແຂງຂອງແຂ້ວບໍ່ໄດ້ມາດຕະຖານ.
- ການຮັບນ້ຳໜັກກະທົບໃນລະຫວ່າງການແກວ່ງ: ເມື່ອລົດຂຸດແກວ່ງໃນຂະນະທີ່ເດີນທາງ, ການຮັບນ້ຳໜັກຂ້າງຈະສຸມໃສ່ແຂ້ວແຕ່ລະອັນ, ເຊິ່ງຮຽກຮ້ອງໃຫ້ມີຄວາມທົນທານທີ່ທົນທານຕໍ່ການແຕກ.
- ການສວມໃສ່ທີ່ເກີດຈາກການຂັດຈາກວັດສະດຸທີ່ຫຸ້ມຫໍ່: ແຮ່ເຫຼັກ, ຫີນແກຣນິດລະອຽດ, ແລະ ຝຸ່ນຖ່ານຫີນຈະອັດເຂົ້າໄປໃນຮາກແຂ້ວ, ເຮັດໜ້າທີ່ເປັນນ້ຳຢາຂັດທີ່ກັດເຊາະຂ້າງແຂ້ວ.
- ຄວາມອິດເມື່ອຍຂອງສະກູໃນຂອບທີ່ແບ່ງເປັນຕ່ອນໆ: ເຟືອງຂຸດຂະໜາດໃຫຍ່ທີ່ທັນສະໄໝໃຊ້ຂອບທີ່ແບ່ງເປັນຕ່ອນໆທີ່ມີສະກູເພື່ອຄວາມສະດວກໃນການນຳໃຊ້ໃນພາກສະໜາມ. ບ່ອນວາງສະກູ ແລະ ຕົວຍຶດຕ້ອງທົນທານຕໍ່ການສັ່ນສະເທືອນຢ່າງຕໍ່ເນື່ອງໂດຍບໍ່ມີການຫຼຸດອອກ ຫຼື ແຕກ.
ດັ່ງນັ້ນ, ສະເກຣດຫລັງການຂາຍທີ່ມີຄຸນນະພາບສູງຕ້ອງເປັນຫຼາຍກວ່າຮູບແບບການຕັດໄຟ - ມັນຕ້ອງເປັນອົງປະກອບທີ່ມີການຕີເຫຼັກທີ່ມີຄວາມແມ່ນຍໍາສູງ, ໄດ້ຮັບການແຂງແກ່ນຢ່າງເລືອກເຟັ້ນ, ແລະ ເຄື່ອງຈັກທີ່ຖືກຕ້ອງ. ນີ້ແມ່ນວິທີການ CQC ຢ່າງແນ່ນອນ.
2. ຄວາມສາມາດໃນການຜະລິດ CQC: ຫລໍ່, ແຂງ, ແລະ ເຄື່ອງຈັກທີ່ມີຄວາມແມ່ນຍໍາສູງ
CQC, ພາຍໃຕ້ Heli Heavy Industry, ດຳເນີນງານຖານການຜະລິດສ່ວນປະກອບໂຄງລົດໜັກໂດຍສະເພາະຢູ່ໃນ Quanzhou, ປະເທດຈີນ. ສ່ວນກະບອກລໍ້ ແລະ ດຸມຂອງ sprocket 81QE-10010 ບໍ່ພຽງແຕ່ຖືກຫລໍ່ ຫຼື ຕັດດ້ວຍໄຟຈາກແຜ່ນເທົ່ານັ້ນ; ພວກມັນຜ່ານຂະບວນການໂລຫະທີ່ຄວບຄຸມຢ່າງຄົບຖ້ວນ.
ກ. ໂປຣໄຟລ໌ແຂ້ວແຂງຕົວດ້ວຍການຊັກນຳ
ຫຼັງຈາກການຫລໍ່ ແລະ ການເຮັດໃຫ້ເປັນປົກກະຕິແລ້ວ, ໜ້າຜິວທີ່ເຮັດວຽກດ້ວຍແຂ້ວຈະຖືກເຮັດໃຫ້ແຂງດ້ວຍວິທີການ induction ໂດຍໃຊ້ອຸປະກອນທີ່ຄວບຄຸມດ້ວຍ CNC.
- ຄວາມແຂງ: 50–58 HRC ຢູ່ຂ້າງແຂ້ວ ແລະ ຮາກແຂ້ວ.
- ຄວາມເລິກຂອງກ່ອງ: 8–12 ມມ, ຮັບປະກັນວ່າຊັ້ນທີ່ແຂງແລ້ວຍັງຄົງຢູ່ໄດ້ດີເກີນກວ່າການສວມໃສ່ໃນເບື້ອງຕົ້ນ.
- ແກນແຂງ: ໂຄງສ້າງສ່ວນ ແລະ ພື້ນທີ່ຮູສະກູຍັງຄົງຢູ່ທີ່ 30–35 HRC ເພື່ອດູດຊຶມແຮງກະແທກໂດຍບໍ່ແຕກ.
ການແຂງຕົວແບບແຕກຕ່າງນີ້ແມ່ນເຄື່ອງໝາຍຂອງຄຸນນະພາບຂອງຍີ່ຫໍ້ CQC, ເຊິ່ງປ້ອງກັນທັງການສວມໃສ່ຂອງແຂ້ວກ່ອນໄວອັນຄວນ ແລະ ການແຕກຫັກແບບແຕກຫັກງ່າຍທີ່ພົບໃນສ່ວນທີ່ແຂງຜ່ານ ຫຼື ເຄືອບດ້ວຍຕົວເຄື່ອງທີ່ບໍ່ຖືກຕ້ອງ.
ຂ. ການເຈາະຮູສະກູ ແລະ ດຸມທີ່ມີຄວາມແມ່ນຍຳສູງ
ດຸມສະເກວ ແລະ ສ່ວນຂອບແມ່ນເຄື່ອງຈັກໃນເຄື່ອງເຈາະແນວນອນ CNC ແລະ ເຄື່ອງກຶງແນວຕັ້ງ. ຮູບແບບຮູສະກູຖືກເຈາະ ແລະ ລີດຕາມຄວາມທົນທານ H7, ຮັບປະກັນວ່າມັນກົງກັບດຸມ OEM ແລະ ວົງມົນສະເກວຂອບ. ສະເກວແຕ່ລະອັນທີ່ປະກອບແລ້ວຈະຖືກກວດສອບການແລ່ນອອກຕາມລັດສະໝີໃນອຸປະກອນຫຼັກ. ຄວາມແມ່ນຍຳນີ້ຊ່ວຍກຳຈັດການໃຊ້ຟັນໂຫຼດເກີນທີ່ເກີດຂຶ້ນຈາກການປະກອບສະເກວທີ່ບໍ່ກົງກັນ.
ຄ. ການເຄືອບປ້ອງກັນ ແລະ ການປະກອບ
ສ່ວນທີ່ສຳເລັດຮູບແລ້ວແມ່ນຖືກຍິງລະເບີດດ້ວຍລະເບີດ Sa 2.5 ແລະ ເຄືອບດ້ວຍສີພື້ນອີພອກຊີທີ່ອຸດົມດ້ວຍສັງກະສີ ແລະ ທາສີທາຊັ້ນເທິງສີດຳ ຫຼື ສີເຫຼືອງທີ່ທົນທານ. ພວກມັນຖືກສະໜອງໃຫ້ເປັນຊຸດຄົບຊຸດຂອງສ່ວນກະບອກລໍ້, ສະກູທີ່ມີຄວາມຕ້ານທານສູງ ແລະ ຊຸດປະກອບດຸມລໍ້, ພ້ອມສຳລັບການຕິດຕັ້ງໂດຍກົງດ້ວຍສະກູ.
3. ລາຍລະອຽດທາງເທັກນິກ ແລະ ການແລກປ່ຽນ
| ພາລາມິເຕີ | ລາຍລະອຽດຂອງອຸດສາຫະກຳໜັກ CQC / Heli |
|---|---|
| ໝາຍເລກຊິ້ນສ່ວນ CQC | CQC-R1200-81QE-10010 |
| ເອກະສານອ້າງອີງ OEM | ຮຸນໄດ 81QE-10010 |
| ຮູບແບບທີ່ໃຊ້ໄດ້ | Hyundai R1200, R1250 (ທຸກລຸ້ນແດັສບອດ) |
| ປະເພດການປະກອບ | ສຸດທ້າຍການປະກອບລໍ້ສະກູຕິດຕາມ(ກະບອກລໍ້ແບ່ງສ່ວນ, ດຸມ, ສະກູ ແລະ ຮາດແວ) |
| ຈຳນວນສ່ວນ | ໂດຍປົກກະຕິແລ້ວຈະມີ 4–6 ສ່ວນຂອງກະບອກລໍ້ທີ່ມີສະກູຕໍ່ຂ້າງ (ກົງກັບ OEM) |
| ໂປຣໄຟລ໌ແຂ້ວ | ໂປຣໄຟລ໌ການໝູນວຽນທີ່ຄວບຄຸມຢ່າງເຂັ້ມງວດ, ກົງກັບລະດັບຄວາມສູງ ແລະ ການມີສ່ວນຮ່ວມຂອງບຸດ OEM |
| ຄວາມແຂງ | ໜ້າຜິວແຂ້ວ 50–55 HRC; ເຂດແກນ/ສະກູ 30–35 HRC |
| ສະເປັກແຮງບິດຂອງ Bolt | ມາພ້ອມກັບບັດຂໍ້ມູນການຕິດຕັ້ງ; ລວມສະກູເກຣດ 12.9 ທີ່ມີຄວາມແຂງແຮງສູງ |
| ນ້ຳໜັກ | ~450–600 ກິໂລກຣາມ ຕໍ່ການປະກອບຄົບຊຸດ (ດຸມ + ສ່ວນ) |
| ການປົກປ້ອງ | ສີ Sa 2.5 blast, ສີຮອງພື້ນສັງກະສີອີພອກຊີ, ສີທາຊັ້ນເທິງໂພລີຢູຣີເທນເກຣດຂຸດຄົ້ນບໍ່ແຮ່ |
ການຮັບປະກັນການແລກປ່ຽນໂດຍກົງ: ຊຸດສະເກຼັກ CQC 81QE-10010 ທຸກໆອັນໄດ້ຮັບການຢັ້ງຢືນໃນ CMM ແລະອຸປະກອນຫຼັກໂດຍອ້າງອີງເຖິງແປນໄດຣຟສຸດທ້າຍ OEM R1200/R1250. ຮູບແບບນັອດ, ເສັ້ນຜ່າສູນກາງວົງມົນ pitch, ແລະຊ່ອງຫວ່າງຂອງແຂ້ວແມ່ນຖືກຄວບຄຸມຕາມລະດັບ OEM. ມັນຕິດຕັ້ງໂດຍບໍ່ຕ້ອງດັດແປງ.
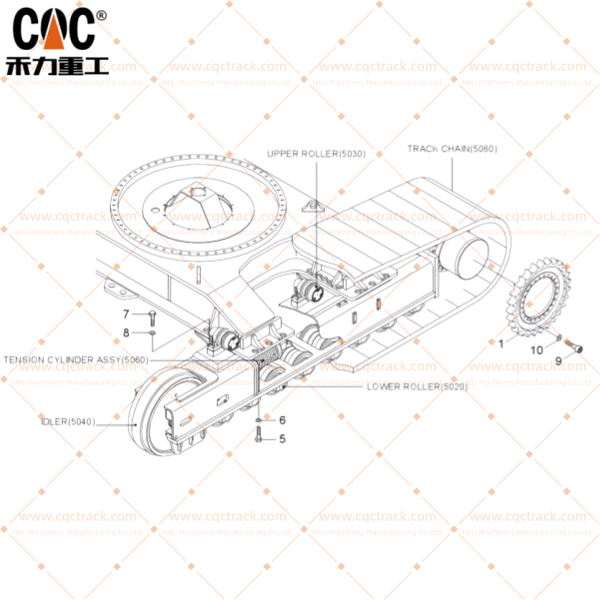
4. ເຊື່ອມຕໍ່ອົງປະກອບ Chassis ໜັກສຳລັບ R1200/R1250
ສະເກຣດທີ່ສວມໃສ່ຈະເຮັດໃຫ້ໂສ້ ແລະ ລໍ້ເລື່ອນເສື່ອມໄວຂຶ້ນ. ການປ່ຽນສະເກຣດແມ່ນຊ່ວງເວລາທີ່ດີທີ່ສຸດໃນການປະເມີນຊຸດການສວມໃສ່ຂອງໂຄງລົດທັງໝົດ. ໃນຖານະຜູ້ຜະລິດຊັ້ນນຳຂອງໂຄງລົດທີ່ທົນທານຈາກ Quanzhou, ປະເທດຈີນ, ຍີ່ຫໍ້ CQC ຂອງ Heli Heavy Industry ສະເໜີລະບົບນິເວດທີ່ສົມບູນຂອງຊິ້ນສ່ວນພາຍໃຕ້ຕົວລົດທີ່ເຊື່ອມຕໍ່ກັນສຳລັບ Hyundai R1200/R1250:
- ການປະກອບຕົວເຊື່ອມຕໍ່ລາງລົດໄຟພ້ອມເຂັມຫຼັກ: ມີຕົວເລືອກບຸຊຝາໜັກ (HW). ຕົວເຊື່ອມຕໍ່ທີ່ເຮັດດ້ວຍໂລຫະປະສົມທີ່ມີໜ້າຜິວລາງລົດໄຟທີ່ແຂງເລິກ, ເຂົ້າກັນໄດ້ຢ່າງເຕັມສ່ວນກັບຮູບແບບແຂ້ວຂອງສະເກຣດ CQC.
- ຊຸດລໍ້ເລື່ອນດ້ານລຸ່ມຂອງລາງ (ໜ້າແປນດຽວ/ຄູ່): ເປືອກເຫຼັກທີ່ຫລໍ່ຂຶ້ນ, ແຂງແຮງດ້ວຍແຮງດັນໄຟຟ້າ ພ້ອມດ້ວຍປະທັບຕາລອຍຕົວຕະຫຼອດຊີວິດ CQC, ຖືກອອກແບບມາເພື່ອຮັບນ້ຳໜັກເຄື່ອງຈັກທັງໝົດເທິງຫີນແຂງທີ່ແຕກຫັກ.
- ຊຸດລໍ້ລໍ້ດ້ານໜ້າ (ລໍ້ນຳທາງ): ຂອບລໍ້ ແລະ ດຸມລໍ້ໂມໂນບລັອກທີ່ຫລໍ່ດ້ວຍເຫຼັກ, ໜ້າລໍ້ທີ່ແຂງແຮງ ແລະ ແຂງແຮງ, ແລະ ຊຸດເພົາຂະໜາດໃຫຍ່ເພື່ອຮັກສາການຈັດລຽນຂອງລໍ້ຢ່າງແນ່ນອນ.
- ຊຸດລູກກິ້ງຮອງຮັບດ້ານເທິງ: ລູກກິ້ງຮອງຮັບດ້ານກັບຄືນພ້ອມດ້ວຍແບຣິ່ງທີ່ປິດສະໜິດຕະຫຼອດຊີວິດ ແລະ ໜ້າຢາງແຂງ, ສາມາດປ່ຽນແທນໄດ້ກັບ OEM.
- ກະບອກສູບດຶງລາງ: ປະເພດນ້ຳມັນຫລໍ່ລື່ນ ຫຼື ໄຮໂດຼລິກ, ມີກ້ານຊຸບໂຄຣມ ແລະ ຂັດເງົາ, ປະທັບຕາຄວາມດັນສູງ, ເຮັດໜ້າທີ່ໂດຍກົງຢູ່ເທິງແອກຂອງລໍ້ເລື່ອນດ້ານໜ້າ.
ການລວມຊິ້ນສ່ວນພາຍໃຕ້ລົດທີ່ກ່ຽວຂ້ອງກັບຍີ່ຫໍ້ CQC ເຫຼົ່ານີ້ຈາກຜູ້ຜະລິດດຽວຊ່ວຍຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍໃນການຂົນສົ່ງ, ຮັບປະກັນຄວາມເຂົ້າກັນໄດ້, ແລະ ໃຫ້ຜູ້ຈຳໜ່າຍມີໂຄງການຜະລິດຕະພັນທີ່ສົມບູນສຳລັບລົດບັນທຸກລະດັບ 120 ໂຕນ.
5. ມູນຄ່າສຳລັບການດຳເນີນງານຂຸດຄົ້ນບໍ່ແຮ່ ແລະ ຜູ້ຈຳໜ່າຍທົ່ວໂລກ
ສຳລັບກອງເຮືອຂຸດຄົ້ນບໍ່ແຮ່
- ອາຍຸການໃຊ້ງານຂອງສະເກຣດທີ່ຍາວນານກວ່າ: ການປະສົມປະສານຂອງການໄຫຼຂອງເມັດພືດທີ່ປອມແປງ ແລະ ການແຂງຕົວແບບອິນດັກຊັນແບບແຕກຕ່າງໝາຍຄວາມວ່າແຂ້ວສະເກຣດ CQC ຈະສວມໃສ່ຢ່າງສະໝໍ່າສະເໝີ ແລະ ຕ້ານທານການຫັກ. ສິ່ງນີ້ຊ່ວຍຫຼີກລ່ຽງການປ່ຽນໂສ້ກ່ອນໄວອັນຄວນທີ່ເກີດຈາກສະເກຣດທີ່ສວມໃສ່ ຫຼື ແຕກ.
- ຄວາມສາມາດໃນການສ້ອມແປງໃນພາກສະໜາມ: ສ່ວນກະບອກລໍ້ທີ່ມີສະກູຊ່ວຍໃຫ້ສາມາດໝຸນ ຫຼື ປ່ຽນແທນສະກູໄດ້ໂດຍບໍ່ເຮັດໃຫ້ລະບົບຕ່ອງໂສ້ຂອງລໍ້ແຕກ. ຮູບແບບສະກູທີ່ມີຄວາມແມ່ນຍໍາສູງຂອງ CQC ຮັບປະກັນການປ່ຽນແປງສ່ວນຕ່າງໆໄດ້ໄວ ແລະ ປອດໄພໃນຂຸມເລິກ.
- ເວລາໃນການຜະລິດ: ສະເກຣກທີ່ມີຄຸນນະພາບສູງຈາກ CQC, ເຊິ່ງເປັນຍີ່ຫໍ້ຂອງ Heli Heavy Industry, ຊ່ວຍຫຼຸດຜ່ອນຄວາມຖີ່ຂອງການກໍ່ສ້າງໂຄງຮ່າງລົດຄືນໃໝ່, ເຊິ່ງຊ່ວຍປັບປຸງຄວາມພ້ອມຂອງລົດຂຸດໄດ້ໂດຍກົງ.
ສຳລັບຕົວແທນ ແລະ ພໍ່ຄ້າສາກົນ
- ຍີ່ຫໍ້ດຽວ, ແຊສຊີ່ຄົບຊຸດ: CQC ກວມເອົາລະບົບລຸ່ມລົດ Hyundai R1200/R1250 ຢ່າງຄົບຖ້ວນ, ຕັ້ງແຕ່ສະເກວຈົນເຖິງລໍ້, ລູກກິ້ງ, ແລະໂສ້. ທ່ານສາມາດລວມການໂຫຼດຕູ້ຄອນເທນເນີ ແລະ ສະເໜີການຮັບປະກັນຍີ່ຫໍ້ດຽວໃຫ້ກັບລູກຄ້າຂອງທ່ານ.
- ການສະໜັບສະໜູນດ້ານເຕັກນິກ: ພວກເຮົາສະໜອງຮູບແບບ CAD 3D, ແຜນທີ່ຄວາມແຂງ, ບົດລາຍງານມິຕິ ແລະ ຄຳແນະນຳໃນການຕິດຕັ້ງ. ທີມງານວິສະວະກອນຂອງພວກເຮົາ, ນຳໂດຍ Jack, ແມ່ນມີໃຫ້ບໍລິການສຳລັບການສະໜັບສະໜູນການມອບໝາຍວຽກໃນສະຖານທີ່ຂຸດຄົ້ນບໍ່ແຮ່.
- ການສ້າງຍີ່ຫໍ້ທີ່ມີຄວາມຍືດຫຍຸ່ນ: ຊິ້ນສ່ວນສາມາດສະໜອງໄດ້ພາຍໃຕ້ຍີ່ຫໍ້ CQC, ໃນການຫຸ້ມຫໍ່ທີ່ເປັນກາງ, ຫຼື ດ້ວຍປ້າຍຊື່ສ່ວນຕົວ ແລະ ໝາຍເລກຊິ້ນສ່ວນຂອງທ່ານເອງ. ການຫຸ້ມຫໍ່ສົ່ງອອກປ້ອງກັນລວມຢູ່ໃນມາດຕະຖານ.
- ຂໍ້ໄດ້ປຽບດ້ານການຜະລິດ Quanzhou: ການເຂົ້າເຖິງພື້ນຖານການຕີເຫຼັກ ແລະ ເຄື່ອງຈັກຂອງ Heli Heavy Industry ໂດຍກົງຮັບປະກັນລາຄາທີ່ແຂ່ງຂັນ ແລະ ເວລານຳທີ່ໜ້າເຊື່ອຖື.
6. ຄຳແນະນຳໃນການຕິດຕັ້ງສຳລັບ Sprocket 81QE-10010 – ໂດຍ Jack
ໂດຍອີງໃສ່ການສະໜັບສະໜູນພາກສະໜາມໃນເຄື່ອງຈັກຊັ້ນ R1200 ໃນບໍ່ແຮ່ນິກເກີນ ແລະ ຖ່ານຫີນ, ຂ້າພະເຈົ້າໄດ້ເນັ້ນໃສ່ສາມວິທີປະຕິບັດທີ່ສຳຄັນໃນລະຫວ່າງການປ່ຽນແທນສະເກຣດ:
- ປ່ຽນສະກູ ແລະ ໂສ້ເປັນລະບົບ: ການຕິດຕັ້ງສະກູໃໝ່ໃສ່ໂສ້ຕິດຕາມທີ່ສວມໃສ່ຫຼາຍຈະເຮັດໃຫ້ແຂ້ວສວມໃສ່ໄວເນື່ອງຈາກຄວາມບໍ່ກົງກັນຂອງຄວາມສູງຂອງໂສ້. ວັດແທກການຍືດຕົວຂອງຄວາມສູງຂອງໂສ້. ຖ້າການສວມໃສ່ເກີນ 50–60% ຂອງຂີດຈຳກັດທີ່ອະນຸຍາດ, ໃຫ້ປ່ຽນ ຫຼື ສ້າງໂສ້ຄືນໃໝ່ພ້ອມໆກັນ.
- ການຂັນໃຫ້ແໜ້ນ ແລະ ກາວຕິດສະກູ: ເຮັດຄວາມສະອາດໜ້າຜິວຂອງດຸມ ແລະ ໜ້າຜິວທີ່ຕິດກັນກັບໂລຫະເປົ່າ. ໃຊ້ຕົວລັອກເກຣດທີ່ມີຄວາມແຂງແຮງສູງໃສ່ສະກູເກຣດ 12.9 ໃໝ່. ຂັນໃຫ້ແໜ້ນເປັນຮູບດາວຕາມລຳດັບແຮງບິດທີ່ລະບຸໄວ້ໃນບັດຂໍ້ມູນຂອງພວກເຮົາ. ກວດສອບແຮງບິດຄືນໃໝ່ຫຼັງຈາກ 50 ຊົ່ວໂມງເຮັດວຽກທຳອິດ.
- ການຫຼໍ່ລື່ນໃນຂະນະເຮັດວຽກ: ໃນລະຫວ່າງການປ່ຽນວຽກຄັ້ງທຳອິດ, ຜູ້ປະຕິບັດງານຄວນຫຼີກລ່ຽງການເຄື່ອນທີ່ຖອຍຫຼັງດ້ວຍຄວາມໄວສູງເປັນເວລາດົນໆເທິງທາງລາດຊັນ. ສິ່ງນີ້ຊ່ວຍໃຫ້ແຂ້ວສະເປີຣັອກໃໝ່ ແລະ ບູດຊິ້ງທີ່ມີຢູ່ແລ້ວພັດທະນາຮູບແບບການສວມໃສ່ທີ່ແຂງຕົວຍ້ອນການເຮັດວຽກໂດຍບໍ່ມີການຂູດຂີດ.
ສະຫຼຸບແລ້ວ, ຊຸດປະກອບສະກູລໍ້ Hyundai R1200/R1250 ສຸດທ້າຍ (81QE-10010) ເປັນອົງປະກອບທີ່ສຳຄັນຕໍ່ແຮງບິດ, ມີການສວມໃສ່ສູງ ເຊິ່ງຕ້ອງການຄວາມສົມບູນແບບຂອງການຕີ, ການແຂງຕົວແມ່ນຍຳ, ແລະ ການຕັດຫຍິບທີ່ຖືກຕ້ອງ. CQC, ຍີ່ຫໍ້ໂຄງລົດຕິດຕາມທີ່ທົນທານຂອງ Heli Heavy Industry ຈາກ Quanzhou, ປະເທດຈີນ, ສົ່ງມອບສິ່ງນັ້ນໄດ້ຢ່າງແນ່ນອນ. ໂດຍການເຊື່ອມໂຍງສະກູລໍ້ນີ້ເຂົ້າກັບສາຍຜະລິດຕະພັນອຸປະກອນພາຍໃຕ້ລົດຂອງ CQC ຢ່າງຄົບຖ້ວນ, ຜູ້ປະກອບການຂຸດຄົ້ນບໍ່ແຮ່ ແລະ ຜູ້ຈຳໜ່າຍຊິ້ນສ່ວນທົ່ວໂລກໄດ້ຮັບວິທີແກ້ໄຂທີ່ໜ້າເຊື່ອຖື ແລະ ແຫຼ່ງດຽວທີ່ອອກແບບມາສຳລັບຄວາມເປັນຈິງທີ່ສຸດຂອງໜ້າທີ່ຂຸດ 120 ໂຕນ.
*ກ່ຽວກັບຜູ້ຂຽນ: Jack ເປັນວິສະວະກອນລະບົບພາຍໃຕ້ລົດບັນທຸກອາວຸໂສກັບ CQC, ຍີ່ຫໍ້ໂຄງລົດໜັກຂອງ Heli Heavy Industry—ຜູ້ຜະລິດຊັ້ນນຳທີ່ຕັ້ງຢູ່ໃນ Quanzhou, ປະເທດຈີນ. ດ້ວຍປະສົບການທີ່ກວ້າງຂວາງໃນການອອກແບບ, ວິສະວະກຳປີ້ນກັບກັນ, ແລະການວິເຄາະຄວາມລົ້ມເຫຼວໃນພາກສະໜາມຂອງອົງປະກອບຂອງເສັ້ນທາງຂຸດຂະໜາດໃຫຍ່, Jack ນຳພາທີມງານວິສະວະກຳແອັບພລິເຄຊັນທີ່ຮັບປະກັນວ່າທຸກຊິ້ນສ່ວນຂອງ CQC ພ້ອມທີ່ຈະຂຸດຄົ້ນບໍ່ແຮ່. ສຳລັບຮູບແບບ 3D, ເອກະສານຂໍ້ມູນດ້ານວິຊາການ, ຫຼືການສອບຖາມການຮ່ວມມືກັບຜູ້ຈຳໜ່າຍກ່ຽວກັບການປະກອບ sprocket 81QE-10010 ແລະຊິ້ນສ່ວນທີ່ເຊື່ອມຕໍ່, ກະລຸນາຕິດຕໍ່ CQC ຜ່ານແພລດຟອມທາງການຂອງ Heli Heavy Industry.*












