
„Heli Heavy Industry“ – vieno geriausių sunkiųjų vikšrinių važiuoklių gamintojų iš Kviandžou, Kinijos, prekės ženklas „HYUNDAI R1200 R1250 81QE-10010“. Galutinis vikšrų žvaigždutės komplektas / CQC.


HYUNDAI R1200/R1250 Paskutinis vikšro žvaigriklių mazgas (81QE-10010): „Heli Heavy Industry“ CQC precizinio liejimo varantysis ratas
Autorius: Jack | Vyresnysis važiuoklės sistemų inžinierius, CQC – Heli Heavy Industry
120 tonų kasybos ekskavatoriaus, tokio kaip „Hyundai R1200“ arba „R1250“, galinė pavaros žvaigzdė yra svarbiausia sukimo momento perdavimo sąsaja tarp mašinos hidraulinės galios ir žemės. Žvaigždės dantys jungiasi su kiekviena vikšro grandinės įvore, esant didelei tempimo apkrovai, o bet koks dantų profilio nuokrypis ar metalurginis silpnumas pagreitina visos vikšro grandinės susidėvėjimą. Originalios dalies numeris81QE-10010žymi visą galutinį vikšro žvaigrinio rato mazgą – labai susidėvinčią eksploatacinę medžiagą, tiesiogiai lemiančią važiuoklės tarnavimo laiką ir pervežtos tonos kainą.
„CQC“, „Heli Heavy Industry“ – geriausio Kvindžou (Kinija) gamintojo – sunkiųjų vikšrinių važiuoklių prekės ženklas, tiekia visiškai keičiamą, kaltai sukonstruotą neoriginalią žvaigdutę „Hyundai R1200/R1250“, kuri atitinka ir viršija nuolatinės kietųjų uolienų kasybos reikalavimus. Šiame straipsnyje nagrinėjama, kodėl žvaigdutė yra būtinas komponentas, kaip „CQC“ gamybos pajėgumai sukuria patvarią važiuoklę ir kaip ji integruojama į visą važiuoklės sistemą pasauliniams kasybos ir platinimo partneriams.
1. R1200/R1250 žvaigzdės vaidmuo ir įtempimo apkrova
„Hyundai R1200“ ir „R1250“, kurių keliamoji galia siekia 120–125 tonų, per galinę pavarą perduoda didžiulį sukimo momentą žvaigždutei. Kiekvienas danties apsikeitimo ciklas žvaigždutei sukelia:
- Didelio kontaktinio slėgio įvorės sukibimas: Žvaigždutės dantis spaudžia sukietėjusias vikšro traukės įvores, sukurdamas kontaktinius įtempius, kurie gali viršyti medžiagos takumo ribas, jei danties profilis arba kietumas yra nestandartiniai.
- Smūginė apkrova pasukimo metu: Kai ekskavatorius važiuodamas supasi, šoninės apkrovos sutelkiamos į atskirus dantis, todėl reikalingas atsparumas įtrūkimams.
- Abrazyvinis dilimas nuo supakuotos medžiagos: geležies rūda, granito dalelės ir anglies dulkės įsigeria į dantų šaknis ir veikia kaip abrazyvinė pasta, ardanti dantų šonus.
- Segmentinių ratlankių varžtų nuovargis: Šiuolaikiniuose didelių ekskavatorių žvaigdutėse naudojami varžtais pritvirtinti segmentiniai ratlankiai, kad būtų galima juos tinkamai eksploatuoti lauke. Varžtų lizdai ir tvirtinimo detalės turi atlaikyti nuolatinę vibraciją neatsilaisvindamos ir neįtrūkdamos.
Todėl aukščiausios kokybės neoriginali žvaigždutė turi būti daugiau nei pjaustytas profilis – ji turi būti tiksliai kalta, selektyviai grūdinta ir tiksliai apdirbta detalė. Būtent toks yra CQC metodas.
2. CQC gamybos pajėgumai: kalimas, grūdinimas ir precizinis apdirbimas
CQC, priklausanti „Heli Heavy Industry“, valdo specializuotą sunkiųjų važiuoklės komponentų gamybos bazę Quandžou, Kinijoje. 81QE-10010 žvaigzdės ratlankio segmentai ir stebulė nėra tiesiog liejami ar pjaustomi iš plokštės; jie yra visiškai kontroliuojamo metalurginio proceso metu.
A. Indukciniu būdu grūdintas dantų profilis
Po liejimo ir normalizavimo dantų darbiniai paviršiai kontūriškai grūdinami indukciniu būdu, naudojant CNC valdomą įrangą.
- Kietumas: 50–58 HRC ties danties šonu ir šaknimi.
- Korpuso gylis: 8–12 mm, užtikrinant, kad sukietėjęs sluoksnis išliktų gerokai ilgiau nei pradinis nusidėvėjimas.
- Tvirtas branduolys: segmento korpuso ir varžto skylės ploto kietumas išlieka 30–35 HRC, kad sugertų smūgius nesukeldamas įtrūkimų.
Šis diferencinis grūdinimas yra CQC prekės ženklo kokybės požymis, apsaugantis nuo priešlaikinio dantų dilimo ir katastrofiško trapumo, būdingo visiškai arba neteisingai grūdintiems segmentams.
B. Tikslus varžtų skylių ir stebulių apdirbimas
Žvaigždutės stebulės ir ratlankio segmentai apdirbami CNC horizontaliojo ištekinimo staklėmis ir vertikaliojo tekinimo staklėmis. Varžtų skylių išdėstymas gręžiamas ir išplatinamas iki H7 tolerancijos, užtikrinant tikslų atitikimą originalios įrangos (OEM) stebulės ir ratlankio varžtų apskritimo apskritimui. Kiekvienos surinktos žvaigzdutės radialinis išsiliejimas tikrinamas pagrindiniame įtaise. Šis tikslumas pašalina lokalizuotą dantų perkrovą, kurią sukelia ekscentriniai žvaigzdučių mazgai.
C. Apsauginė danga ir surinkimas
Apdoroti segmentai yra šratuojami iki Sa 2,5 grynumo lygio ir padengiami cinko prisotintu epoksidiniu gruntu bei tvirtu juodu arba geltonu poliuretano viršutiniu sluoksniu. Jie tiekiami kaip pilnas ratlankio segmentų, didelio tempimo varžtų ir stebulės mazgo komplektas, paruoštas tiesioginiam montavimui varžtais.
3. Techninės specifikacijos ir mainai
| Parametras | CQC / Heli sunkiosios pramonės specifikacija |
|---|---|
| CQC dalies numeris | CQC-R1200-81QE-10010 |
| OEM nuoroda | Hyundai 81QE-10010 |
| Taikomi modeliai | „Hyundai R1200“, „R1250“ (visi prietaisų skydelio variantai) |
| Surinkimo tipas | GalutinisVikšro žvaigždės rato mazgas(segmentuotas ratlankis, stebulė, varžtai ir tvirtinimo detalės) |
| Segmentų skaičius | Paprastai 4–6 varžtais pritvirtinti ratlankio segmentai kiekvienoje pusėje (atitinka originalios įrangos gamintoją) |
| Dantų profilis | Griežtai kontroliuojamas evolventinis profilis, atitinkantis originalios įrangos gamintojo (OEM) įvorės žingsnį ir sukibimą |
| Kietumas | Danties paviršius 50–55 HRC; šerdies/varžos zona 30–35 HRC |
| Varžto sukimo momento specifikacija | Tiekiama su montavimo duomenų kortele; pridedami didelio stiprumo 12.9 klasės varžtai |
| Svoris | ~450–600 kg vienam pilnam mazgui (stebulė + segmentai) |
| Apsauga | Sa 2.5 sprogdinimo stiprumo cinko epoksidinis gruntas, kalnakasybos klasės poliuretano viršutinis sluoksnis |
Tiesioginio keitimo garantija: Kiekvienas CQC 81QE-10010 žvaigzdžių mazgas yra patikrinamas naudojant koordinatinių matavimo stakles (CMM) ir pagrindinį tvirtinimo įtaisą, atsižvelgiant į originalios įrangos gamintojo (OEM) R1200/R1250 galinės pavaros flanšą. Varžtų išdėstymas, žingsnio apskritimo skersmuo ir dantų tarpo išsikišimas kontroliuojami pagal gamintojo (OEM) nominalųjį rodiklį. Jis montuojamas be modifikacijų.
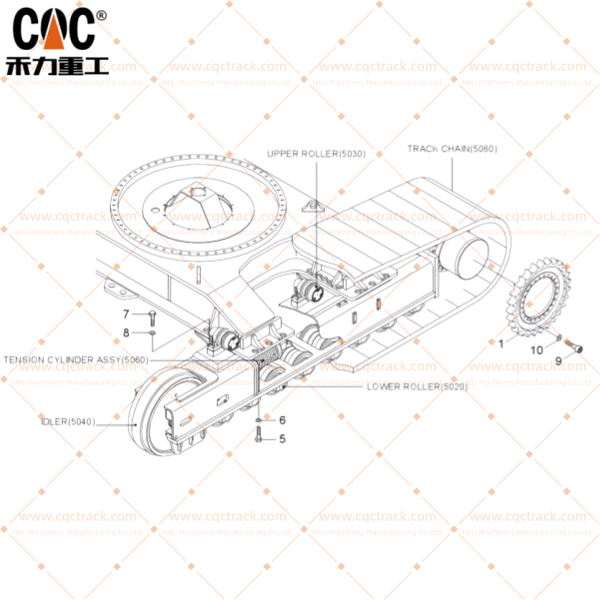
4. Prijungti sunkiųjų važiuoklės komponentai, skirti R1200/R1250
Susidėvėjusi žvaigždutė pagreitina grandinės ir laisvosios eigos veleno susidėvėjimą. Žvaigždutės keitimas yra optimalus momentas, norint įvertinti visą vikšro rėmo susidėvėjimo rinkinį. „Heli Heavy Industry“ prekės ženklas CQC, kaip vienas iš pirmaujančių sunkiųjų vikšrinių važiuoklių gamintojų iš Kvinžou, Kinijos, siūlo visą prijungtų važiuoklės dalių ekosistemą „Hyundai R1200/R1250“:
- Vikšro traukės mazgas su pagrindiniu kaiščiu: galima rinktis su storasiene (HW) įvore. Kaltinės traukės su giliai grūdintais bėgio paviršiais, visiškai suderinamos su CQC žvaigriaračio dantų forma.
- Vikšro apatinio volelio mazgas (viengubas / dvigubas flanšas): Kaltiniai, indukciniu būdu grūdinti korpusai su CQC ilgaamžiais plaukiojančiais sandarikliais, skirti išlaikyti visą mašinos svorį ant suskilusios kietos uolienos.
- Priekinio laisvojo rato mazgas (kreipiamasis ratas): Kaltinis monobloko ratlankis ir stebulė, giliai grūdintas protektorius ir masyvus veleno mazgas, užtikrinantis tikslų vikšro suvedimą.
- Viršutinio atraminio ritinėlio mazgas: Grįžtamosios pusės atraminis ritinėlis su visam tarnavimo laikui užsandarintu guoliu ir grūdintu protektoriumi, keičiamas su originalios įrangos gamintojais (OEM).
- Vikšrų įtempiklio cilindras: tepalinio tipo arba hidraulinis, su chromuotu ir poliruotu strypu, aukšto slėgio sandarikliais, tiesiogiai veikiančiais priekinio laisvojo veleno jungtį.
Šių su CQC prekės ženklu susijusių važiuoklės dalių sujungimas iš vieno gamintojo sumažina logistikos išlaidas, garantuoja suderinamumą ir suteikia platintojams visą produktų programą 120 tonų klasei.
5. Vertė kasybos operacijoms ir pasauliniams platintojams
Kasybos laivynams
- Ilgesnis žvaigždutės tarnavimo laikas: Kaltinio grūdelių srauto ir diferencinio indukcinio grūdinimo derinys užtikrina, kad CQC žvaigždutės dantys dyla tolygiai ir yra atsparūs lūžimui. Tai padeda išvengti priešlaikinio grandinės pakeitimo, kurį sukelia susidėvėjusi ar sulūžusi žvaigždutė.
- Tinkamumas eksploatuoti lauke: varžtais pritvirtinti ratlankio segmentai leidžia pasukti žvaigdutę arba ją pakeisti nenutraukiant vikšro grandinės. Tikslus CQC varžtų išdėstymas užtikrina greitą ir saugų segmentų keitimą giliai duobėje.
- Gamybos laikas: aukštos kokybės „CQC“, „Heli Heavy Industry“ prekės ženklo, žvaigriaratis sumažina važiuoklės remonto dažnumą ir tiesiogiai pagerina ekskavatoriaus prieinamumą.
Tarptautiniams agentams ir prekybininkams
- Vieno prekės ženklo, visa važiuoklė: CQC garantuoja visą „Hyundai R1200/R1250“ važiuoklę – nuo žvaigdučių iki kreipiamųjų ratų, ritinėlių ir grandinių. Galite konsoliduoti konteinerių krovinius ir pasiūlyti savo klientams vieno prekės ženklo garantiją.
- Techninė pagalba: teikiame 3D CAD modelius, kietumo žemėlapius, matmenų ataskaitas ir montavimo instrukcijas. Mūsų inžinierių komanda, vadovaujama Jacko, yra pasirengusi padėti paleisti gaminį kasykloje.
- Lankstus prekės ženklo naudojimas: Dalys gali būti tiekiamos su CQC prekės ženklu, neutralioje pakuotėje arba su jūsų pačių etikete ir dalių numeriais. Apsauginė eksporto pakuotė yra standartinė.
- Quanzhou gamybos pranašumas: tiesioginė prieiga prie „Heli Heavy Industry“ kalimo ir mechaninio apdirbimo bazės užtikrina konkurencingas kainas ir patikimus gamybos terminus.
6. 81QE-10010 žvaigždutės montavimo rekomendacijos – autorius Jack
Remdamasis patirtimi, gauta naudojant R1200 klasės mašinas nikelio ir anglies kasyklose, pabrėžiu tris esminius žvaigdučių keitimo praktikos aspektus:
- Žvaigždutės ir grandinės keitimas kaip sistemos: naujos žvaigždutės montavimas ant labai susidėvėjusios vikšro grandinės sukels greitą dantų susidėvėjimą dėl žingsnio neatitikimo. Išmatuokite grandinės žingsnio pailgėjimą. Jei susidėvėjimas viršija 50–60 % leistinos ribos, grandinę pakeiskite arba atnaujinkite vienu metu.
- Varžtų priveržimas ir klijavimas: Nuvalykite stebulės ir segmento jungiamuosius paviršius iki pliko metalo. Ant naujų 12.9 klasės varžtų užtepkite didelio stiprumo sriegių fiksavimo priemonės. Priveržkite žvaigždės pavidalo sukimo momento seka, nurodyta mūsų duomenų kortelėje. Pakartotinai patikrinkite sukimo momentą po pirmųjų 50 darbo valandų.
- Įdirbimo tepimas: Pirmosios darbo pamainos metu operatoriai turėtų vengti ilgo važiavimo dideliu greičiu atgal stačiais nuolydžiais. Tai leidžia naujiems žvaigrračio dantims ir esamoms įvorėms suformuoti grūdinto darbo metu susidėvėjimo modelį be vietinių įbrėžimų.
Apibendrinant galima teigti, kad „Hyundai R1200/R1250“ galutinio vikšro žvaigdutės mazgas (81QE-10010) yra sukimo momento atžvilgiu kritiškai svarbus, didelio nusidėvėjimo komponentas, kuriam reikalingas kalimo vientisumas, tikslus grūdinimas ir tikslus apdirbimas. CQC, „Heli Heavy Industry“ iš Kvinžou (Kinija) gaminamas sunkiųjų vikšrinių važiuoklių prekės ženklas, siūlo būtent tai. Integruodami šią žvaigdutę su visa CQC važiuoklės komponentų linija, kasybos operatoriai ir pasauliniai dalių platintojai gauna patikimą, vieno šaltinio sprendimą, sukurtą ekstremalioms 120 tonų ekskavatoriaus darbo sąlygoms.
*Apie autorių: Jackas yra vyresnysis važiuoklės sistemų inžinierius CQC, „Heli Heavy Industry“ – geriausio Kvindžou (Kinija) įsikūrusio gamintojo – sunkiųjų važiuoklių prekės ženklo. Turėdamas didelę praktinę patirtį didelių ekskavatorių vikšrų komponentų projektavimo, atvirkštinės inžinerijos ir gedimų analizės srityje, Jackas vadovauja taikomųjų inžinerijos komandai, kuri užtikrina, kad kiekviena CQC dalis būtų paruošta kasykloms. Dėl 3D modelių, techninių duomenų lapų ar platintojų partnerystės klausimų, susijusių su 81QE-10010 žvaigzdutės mazgu ir prijungtomis dalimis, susisiekite su CQC per oficialią „Heli Heavy Industry“ platformą.*
Produktų kategorijos
-

CLG-46A01240 galinės pavaros žvaigzdė / originalios įrangos gamintojo...
-

„Volvo EC950“ vikšrinė pavaros žvaigzdė, pagaminta Kinijoje...
-

LOVOL FR700F važiuoklės vikšro žvaigrės ratukas...
-

LIUGONG 46A0374 CLG9125 Galutinis pavaros žvaigra...
-

KOMATSU 21M2711220 2092751170 PC650-8 vikšrų spyruokl...
-

KOBELCO LS51D01001P1 LS51D01016P1 KTA1069 SI106...






