
HYUNDAI R1200 R1250 81QE-10010 Zestaw koła zębatego gąsienicy końcowej/marka CQC firmy Heli Heavy Industry – czołowego producenta ciężkich podwozi gąsienicowych z Quanzhou w Chinach


Zespół zębatki końcowej HYUNDAI R1200/R1250 (81QE-10010): Koło napędowe CQC z odlewu precyzyjnego firmy Heli Heavy Industry
Autor: Jack | Starszy inżynier systemów podwozia, CQC – Heli Heavy Industry
W 120-tonowej koparce górniczej, takiej jak Hyundai R1200 lub R1250, koło zębate przekładni głównej stanowi krytyczny punkt przenoszenia momentu obrotowego między układem hydraulicznym maszyny a podłożem. Zęby koła zębatego zazębiają się z każdą tuleją ogniwa gąsienicy pod wpływem ogromnego obciążenia rozciągającego, a wszelkie odchylenia profilu zęba lub wady metalurgiczne przyspieszają zużycie całego łańcucha gąsienicy. Numer części OEM81QE-10010oznacza kompletny, końcowy zespół koła napędowego gąsienicy, materiału eksploatacyjnego o dużym zużyciu, który bezpośrednio decyduje o żywotności podwozia i koszcie przemieszczenia na tonę.
CQC, marka ciężkich podwozi gąsienicowych należąca do Heli Heavy Industry – czołowego producenta z Quanzhou w Chinach – dostarcza w pełni wymienne, kute koła zębate do Hyundaia R1200/R1250, które spełniają, a nawet przewyższają wymagania ciągłego wydobycia skał twardych. W tym artykule analizujemy, dlaczego koło zębate jest elementem o kluczowym znaczeniu, w jaki sposób możliwości produkcyjne CQC pozwalają na jego długotrwałą eksploatację oraz jak integruje się ono z kompletnym systemem podwozia dla globalnych partnerów z branży górniczej i dystrybucyjnej.
1. Rola i obciążenie naprężeniowe zębatki R1200/R1250
Hyundai R1200 i R1250, o nacisku 120–125 ton, przenoszą ogromny moment obrotowy poprzez przekładnię główną na koło zębate. Każdy cykl zmiany kierunku zęba poddaje koło zębate:
- Sprzęganie tulei pod dużym naciskiem: Ząb koła zębatego naciska na utwardzone tuleje ogniw gąsienicy, generując naprężenia stykowe, które mogą przekroczyć granicę plastyczności materiału, jeśli profil lub twardość zęba są niezadowalające.
- Obciążenie udarowe podczas obrotu: Gdy koparka obraca się podczas jazdy, obciążenia boczne koncentrują się na poszczególnych zębach, co wymaga wytrzymałości i odporności na pęknięcia.
- Ścieranie spowodowane ubitym materiałem: Ruda żelaza, drobne drobiny granitu i pył węglowy osadzają się w korzeniach zębów, działając jak ścierna pasta, która powoduje erozję boków zębów.
- Zmęczenie śrub na obręczach segmentowych: Nowoczesne koła napędowe dużych koparek wykorzystują obręcze segmentowe przykręcane śrubami, aby zapewnić ich sprawne działanie w terenie. Gniazda śrub i elementy złączne muszą wytrzymywać stałe drgania bez luzowania się ani pękania.
Wysokiej jakości zębatka z rynku wtórnego musi zatem być czymś więcej niż tylko profilem ciętym płomieniowo – musi być precyzyjnie kutym, selektywnie hartowanym i precyzyjnie obrobionym elementem. Właśnie na tym polega podejście CQC.
2. Możliwości produkcyjne CQC: kute, hartowane i precyzyjnie obrabiane
CQC, należące do Heli Heavy Industry, prowadzi w Quanzhou w Chinach specjalistyczną bazę produkcyjną podzespołów do podwozi pojazdów ciężarowych. Segmenty obręczy zębatki i piasty 81QE-10010 nie są po prostu odlewane ani wycinane palnikiem z blachy; przechodzą one w pełni kontrolowany proces metalurgiczny.
A. Profil zęba hartowany indukcyjnie
Po odlaniu i normalizacji powierzchnie robocze zębów są utwardzane indukcyjnie przy użyciu urządzeń sterowanych numerycznie (CNC).
- Twardość: 50–58 HRC na powierzchni zęba i korzeniu.
- Głębokość łuski: 8–12 mm, co zapewnia, że utwardzona warstwa przetrwa długo po początkowym zużyciu wynikającym z docierania.
- Wytrzymały rdzeń: korpus segmentu i obszar otworów na śruby zachowują twardość 30–35 HRC, co pozwala na pochłanianie wstrząsów bez pękania.
To zróżnicowane hartowanie jest znakiem rozpoznawczym jakości marki CQC, zapobiega bowiem zarówno przedwczesnemu zużyciu zębów, jak i katastrofalnym kruchym pęknięciom występującym w segmentach hartowanych na wskroś lub nieprawidłowo hartowanych powierzchniowo.
B. Precyzyjna obróbka otworów na śruby i piast
Segmenty piasty i obręczy zębatki są obrabiane na poziomych wytaczarkach CNC i tokarkach pionowych. Otwory na śruby są wiercone i rozwiercane w tolerancji H7, co zapewnia precyzyjne dopasowanie do okręgu śrub piasty i obręczy OEM. Każde zmontowane koło zębate jest sprawdzane pod kątem bicia promieniowego na przyrządzie wzorcowym. Ta precyzja eliminuje lokalne przeciążenia zębów spowodowane mimośrodowym montażem kół zębatych.
C. Powłoka ochronna i montaż
Gotowe segmenty są śrutowane do stopnia czystości Sa 2,5 i pokrywane podkładem epoksydowym z dużą zawartością cynku oraz wytrzymałą czarną lub żółtą powłoką poliuretanową. Dostarczane są jako kompletny zestaw segmentów obręczy, śrub o wysokiej wytrzymałości i piasty, gotowy do bezpośredniego montażu.
3. Specyfikacje techniczne i wymiana
| Parametr | Specyfikacja CQC / Heli Heavy Industry |
|---|---|
| Numer części CQC | CQC-R1200-81QE-10010 |
| Numer referencyjny OEM | Hyundai 81QE-10010 |
| Modele obowiązujące | Hyundai R1200, R1250 (wszystkie wersje deski rozdzielczej) |
| Typ zespołu | FinałZespół koła zębatego gąsienicy(obręcz segmentowa, piasta, śruby i osprzęt) |
| Liczba segmentów | Zwykle 4–6 segmentów obręczy przykręcanych na stronę (dopasowanych do OEM) |
| Profil zęba | Ściśle kontrolowany profil ewolwentowy, odpowiadający skokowi i zazębieniu tulei OEM |
| Twardość | Powierzchnia zęba 50–55 HRC; strefa rdzenia/śruby 30–35 HRC |
| Specyfikacja momentu obrotowego śruby | W zestawie karta danych montażowych; w zestawie śruby o wysokiej wytrzymałości klasy 12.9 |
| Waga | ~450–600 kg na kompletny zespół (piasta + segmenty) |
| Ochrona | Czyszczenie strumieniowo-ścierne Sa 2,5, podkład epoksydowo-cynkowy, nawierzchniowa powłoka poliuretanowa klasy górniczej |
Gwarancja bezpośredniej wymiany: Każdy zespół zębatki CQC 81QE-10010 jest weryfikowany na maszynie CMM i przyrządzie wzorcowym, odnosząc się do kołnierza przekładni głównej OEM R1200/R1250. Rozstaw śrub, średnica koła podziałowego i bicie wnęki międzyzębnej są zgodne z normami OEM. Montaż bez modyfikacji.
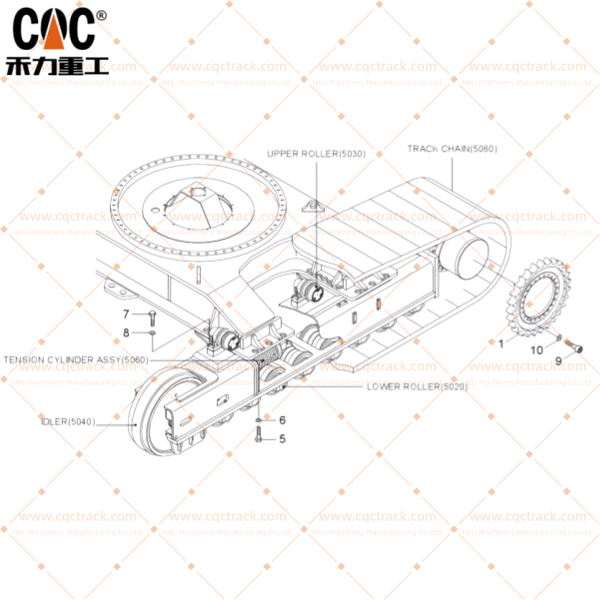
4. Połączone elementy podwozia o dużej wytrzymałości dla R1200/R1250
Zużyte koło zębate przyspiesza zużycie łańcucha i koła napinającego. Wymiana koła zębatego to optymalny moment na ocenę zużycia całej ramy gąsienicy. Jako czołowy producent ciężkich podwozi gąsienicowych z Quanzhou w Chinach, marka CQC firmy Heli Heavy Industry oferuje kompletny ekosystem połączonych części podwozia dla Hyundai R1200/R1250:
- Zespół ogniw gąsienicy z kołkiem głównym: Dostępna opcja z tuleją grubościenną (HW). Kute ogniwa z głęboko hartowanymi powierzchniami szyn, w pełni kompatybilne z zębami zębatymi CQC.
- Zespół dolnych rolek gąsienic (pojedynczy/podwójny kołnierz): kute, hartowane indukcyjnie skorupy z pływającymi uszczelnieniami CQC o długiej żywotności, zaprojektowane tak, aby przenosić cały ciężar maszyny po spękanej, twardej skale.
- Zespół przedniego koła napinającego (koło prowadzące): kuta monoblokowa obręcz i piasta, głęboki bieżnik utwardzany powierzchniowo oraz masywny zespół wału zapewniający precyzyjne ustawienie gąsienicy.
- Zespół górnej rolki nośnej: rolka podporowa po stronie powrotnej z uszczelnionym na cały okres użytkowania łożyskiem i utwardzonym bieżnikiem, wymienna z oryginalną.
- Siłownik napinacza gąsienicy: Smarowy lub hydrauliczny, z chromowanym i polerowanym prętem, uszczelnieniami wysokociśnieniowymi, działający bezpośrednio na jarzmo przedniego koła napinającego.
Połączenie części podwozia marki CQC pochodzących od jednego producenta pozwala ograniczyć koszty logistyczne, gwarantuje kompatybilność i udostępnia dystrybutorom kompleksowy program produktów dla klasy 120 ton.
5. Wartość dla operacji górniczych i globalnych dystrybutorów
Dla flot górniczych
- Wydłużona żywotność zębatki: Połączenie kutego przepływu ziarna i zróżnicowanego hartowania indukcyjnego sprawia, że zęby zębatki CQC zużywają się równomiernie i są odporne na pękanie. Pozwala to uniknąć przedwczesnej wymiany łańcucha spowodowanej zużyciem lub pęknięciem zębatki.
- Możliwość serwisowania w terenie: Przykręcane segmenty obręczy umożliwiają obrót lub wymianę zębatki bez zerwania łańcucha gąsienicy. Precyzyjny układ śrub CQC gwarantuje szybką i bezpieczną wymianę segmentów głęboko w kanale.
- Czas sprawności produkcji: Wysokiej jakości zębatka firmy CQC, marki Heli Heavy Industry, zmniejsza częstotliwość remontów podwozia, co bezpośrednio przekłada się na poprawę dostępności koparki.
Dla agentów i handlowców międzynarodowych
- Jedna marka, pełne podwozie: CQC obejmuje pełne podwozie Hyundai R1200/R1250, od kół zębatych po koła napinające, rolki i łańcuchy. Możesz konsolidować ładunki kontenerowe i oferować swoim klientom gwarancję na jedną markę.
- Wsparcie techniczne: Dostarczamy modele CAD 3D, mapy twardości, raporty wymiarowe i wskazówki dotyczące instalacji. Nasz zespół inżynierów, pod kierownictwem Jacka, jest do dyspozycji w celu wsparcia uruchomienia na terenie kopalni.
- Elastyczne oznakowanie: Części mogą być dostarczane pod marką CQC, w neutralnym opakowaniu lub z własną marką i numerami części. Ochronne opakowanie eksportowe w standardzie.
- Zaleta Quanzhou Manufacturing: Bezpośredni dostęp do bazy kuźniczo-obróbczej Heli Heavy Industry gwarantuje konkurencyjne ceny i niezawodne terminy realizacji.
6. Zalecenia dotyczące instalacji zębatki 81QE-10010 – autor: Jack
Opierając się na doświadczeniu zdobytym podczas obsługi maszyn klasy R1200 w kopalniach niklu i węgla, podkreślam trzy podstawowe praktyki podczas wymiany kół zębatych:
- Wymień zębatkę i łańcuch jako całość: Montaż nowej zębatki na mocno zużytym łańcuchu gąsienicy spowoduje szybkie zużycie zębów z powodu niedopasowania podziałki. Zmierz wydłużenie podziałki łańcucha. Jeśli zużycie przekroczy 50–60% dopuszczalnej wartości, wymień lub zregeneruj łańcuch jednocześnie.
- Dokręcanie śrub i klejenie: Oczyścić stykające się powierzchnie piasty i segmentu do gołego metalu. Nałożyć wysokowytrzymały klej do gwintów na nowe śruby klasy 12.9. Dokręcać w układzie gwiazdowym, stosując sekwencję momentów obrotowych określoną w naszej karcie katalogowej. Ponownie sprawdzić moment obrotowy po pierwszych 50 godzinach pracy.
- Smarowanie w fazie docierania: Podczas pierwszej zmiany operatorzy powinni unikać długotrwałej jazdy do tyłu z dużą prędkością po stromych podjazdach. Pozwala to nowym zębom zębatym i istniejącym tulejom na utwardzenie się wzoru zużycia bez miejscowych zadrapań.
Podsumowując, zespół koła zębatego gąsienicy Hyundai R1200/R1250 (81QE-10010) to element o krytycznym momencie obrotowym i wysokiej odporności na zużycie, wymagający kucia, precyzyjnego hartowania i precyzyjnej obróbki. CQC, marka podwozi gąsienicowych Heli Heavy Industry z Quanzhou w Chinach, oferuje właśnie to. Dzięki integracji tego koła zębatego z pełną gamą komponentów podwozia CQC, operatorzy kopalń i globalni dystrybutorzy części zyskują niezawodne rozwiązanie z jednego źródła, zaprojektowane z myślą o ekstremalnych warunkach pracy koparki o masie 120 ton.
*O autorze: Jack jest starszym inżynierem systemów podwozi w CQC, marce podwozi ciężkich Heli Heavy Industry – czołowego producenta z siedzibą w Quanzhou w Chinach. Dzięki bogatemu doświadczeniu praktycznemu w projektowaniu, inżynierii odwrotnej i analizie usterek w terenie komponentów gąsienic dużych koparek, Jack kieruje zespołem inżynierów aplikacji, który dba o to, aby każda część CQC była gotowa do eksploatacji w kopalni. W celu uzyskania modeli 3D, arkuszy danych technicznych lub zapytań o współpracę z dystrybutorami dotyczących zespołu zębatek 81QE-10010 i powiązanych części, prosimy o kontakt z CQC za pośrednictwem oficjalnej platformy Heli Heavy Industry.*
Kategorie produktów
-

Koło napędowe końcowe CLG-46A01240/producent OEM...
-

ZĘBATKA NAPĘDOWA GĄSIENICY Volvo EC950 WYPRODUKOWANO W CHINACH ...
-

Koło zębate gąsienic podwozia LOVOL FR700F...
-

LIUGONG 46A0374 CLG9125 Koło napędowe końcowe białe...
-

KOMATSU 21M2711220 2092751170 PC650-8 Sprężyny gąsienic...
-

KOBELCO LS51D01001P1 LS51D01016P1 KTA1069 SI106...






