
現代 R1200 R1250 81QE-10010 最終履帶鏈輪總成/CQC 品牌,由中國泉州重型履帶底盤領先製造商合力重工生產


現代 R1200/R1250 最終履帶鏈輪總成(81QE-10010合力重工的CQC精密鑄造驅動輪
作者:Jack | 資深底盤系統工程師,CQC – 赫利重工
在現代R1200或R1250等120噸級礦用挖土機上,終傳動鏈輪是機器液壓動力與地面之間至關重要的扭力傳遞介面。鏈輪齒在巨大的拉力作用下與每個履帶鏈節襯套嚙合,任何齒形偏差或冶金缺陷都會加速整個履帶鏈的磨損。原廠零件編號81QE-10010指完整的最終履帶鏈輪組件,這是一種高磨損消耗品,直接決定底盤壽命和每噸運輸成本。
合力重工旗下重型履帶底盤品牌CQC,為現代R1200/R1250提供完全可互換的鍛造工程改裝鏈輪,滿足並超越了連續硬岩採礦的嚴苛要求。本文將探討鏈輪為何是決定成敗的關鍵零件,CQC如何憑藉其卓越的製造能力打造經久耐用的鏈輪,以及如何將其整合到面向全球礦業和物流合作夥伴的完整底盤系統中。
1. R1200/R1250 鏈輪的作用與應力載重
現代R1200和R1250拖拉機,牽引重量為120-125噸,透過最終傳動裝置將巨大的扭力傳遞到鏈輪。每次齒輪反轉都會使鏈輪承受以下作用力:
- 高接觸壓力襯套嚙合:鏈輪齒壓緊硬化履帶鏈節襯套,產生接觸應力,如果齒形或硬度不合格,則接觸應力可能超過材料的屈服點。
- 迴轉時的衝擊負荷:當挖土機在行進中擺動時,側向負荷集中在單一齒上,要求其具有抗裂韌性。
- 堆積物造成的磨損:鐵礦石、花崗岩粉和煤塵堆積在牙根中,起到磨料糊的作用,侵蝕牙齒側面。
- 分段式輪圈螺栓疲勞:現代大型挖土機鏈輪採用螺栓連接的分段式輪輞,以便於現場維修。螺栓座和緊固件必須能夠承受持續振動而不鬆動或開裂。
因此,優質的售後市場鏈輪絕不僅僅是火焰切割成型的——它必須是經過精密鍛造、選擇性淬火和精確加工的零件。這正是CQC的理念。
2. CQC製造能力:鍛造、淬火和精密加工
合力重工旗下的CQC公司在中國泉州經營一家專門生產重型底盤零件的工廠。 81QE-10010型鏈輪輪圈和輪轂並非簡單的鑄造或火焰切割而成,而是經過一套完全可控的冶金工藝製造。
A. 感應淬火齒形
鑄造和正火處理後,使用CNC設備對齒輪工作面進行輪廓感應淬火。
- 牙齒側面和牙根的硬度:50-58 HRC。
- 硬化層深度:8-12 毫米,確保硬化層在初始磨合磨損後仍能維持很長時間。
- 堅韌核心:節段主體和螺栓孔區域的硬度保持在 30-35 HRC,以吸收衝擊而不開裂。
這種差異硬化是 CQC 品牌品質的標誌,可防止牙齒過早磨損,並防止在通體硬化或表面硬化不當的牙體中發生的災難性脆性斷裂。
B. 精密螺栓孔與輪轂加工
鏈輪輪轂和輪圈部分採用數控臥式鏜床和立式車床加工。螺栓孔的鑽孔和鉸孔精度達到H7級,確保與原廠輪轂和輪圈螺栓孔圓精確匹配。每個組裝好的鏈輪均在標準夾具上進行徑向跳動檢測。這種高精度檢測消除了偏心鏈輪組件造成的局部齒過載問題。
C. 防護塗層和組裝
成品輪圈經噴砂處理至 Sa 2.5 級,並塗上富鋅環氧底漆和高強度黑色或黃色聚氨酯面漆。產品包含輪圈片、高強度螺栓和輪轂總成,可直接螺栓安裝。
3. 技術規格與互換性
| 範圍 | CQC/合力重工規範 |
|---|---|
| CQC零件編號 | CQC-R1200-81QE-10010 |
| OEM 參考 | 現代 81QE-10010 |
| 適用模型 | 現代 R1200、R1250(所有儀錶板版本) |
| 組裝類型 | 最終的履帶鏈輪組件(分段式輪圈、輪轂、螺栓和五金件) |
| 段數 | 通常每側有 4-6 個螺栓固定的輪圈段(與原廠配套) |
| 牙齒輪廓 | 嚴格控制的漸開線輪廓,與原廠襯套的螺距和嚙合方式相符。 |
| 硬度 | 齒面硬度 50–55 HRC;芯/螺栓區硬度 30–35 HRC |
| 螺栓扭力規格 | 隨附安裝數據卡;包含高強度 12.9 級螺栓。 |
| 重量 | 每個完整組件(輪轂+零件)約重450-600公斤 |
| 保護 | Sa 2.5 級噴砂處理,鋅環氧底漆,礦用級聚氨酯面漆 |
直接互換保證:每套 CQC 81QE-10010 鏈輪組件均使用三坐標測量機和標準夾具,參考原廠 R1200/R1250 終傳動法蘭進行驗證。螺栓孔距、節圓直徑及齒間距跳動均符合原廠標準。無需任何改裝即可安裝。
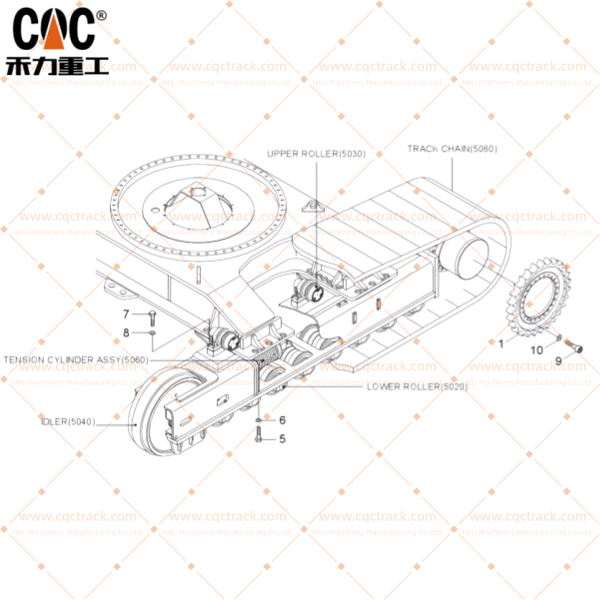
4. R1200/R1250 連接的重型底盤組件
磨損的鏈輪會加速鏈條和惰輪的磨損。更換鏈輪是評估整個履帶架磨損情況的最佳時機。作為中國泉州領先的重型履帶底盤製造商,合力重工旗下的CQC品牌為現代R1200/R1250提供完整的底盤連接部件生態系統:
- 帶主銷的履帶鏈節組件:可選配厚壁(HW)襯套。鍛造鏈節,導軌表面經深度硬化處理,與CQC鏈輪齒形完全相容。
- 履帶底部滾輪組件(單/雙法蘭):鍛造、感應淬火殼體,帶有 CQC 終身浮動密封件,設計用於在破碎的硬岩上承載全部機器重量。
- 前惰輪組件(導輪):鍛造一體式輪圈和輪轂,深表面硬化胎面,以及巨大的軸組件,以保持精確的履帶對齊。
- 頂部托架滾輪組件:回程側支撐滾輪,採用終身密封軸承和硬化胎面,可與原廠配件互換。
- 履帶張緊器油缸:油脂式或液壓式,附鍍鉻拋光桿,高壓密封件,直接作用於前惰輪軛。
將來自同一製造商的這些 CQC 品牌相關底盤部件捆綁在一起,可以降低物流成本,保證兼容性,並為經銷商提供 120 噸級卡車的完整產品方案。
5. 對採礦作業和全球經銷商的價值
採礦艦隊
- 延長鏈輪壽命:鍛造晶粒流變和差動感應淬火結合,使CQC鏈輪齒磨損均勻,不易斷裂。這避免了因鏈輪磨損或斷裂而導致的鏈條過早更換。
- 現場維修便利性:螺栓連接的輪圈零件允許在不中斷履帶鏈的情況下旋轉或更換鏈輪。 CQC 精準的螺栓孔位設計確保在礦坑深處也能快速、安全地更換輪圈零件。
- 生產正常運作時間:採用合力重工旗下品牌 CQC 的高品質鏈輪,可減少底盤大修的頻率,直接提高挖土機的可用性。
面向國際代理商和貿易商
- 單一品牌,全底盤:CQC 涵蓋現代 R1200/R1250 的全套底盤組件,從鏈輪到惰輪、滾輪和鏈條。您可以整合貨櫃貨物,並為客戶提供單一品牌保固。
- 技術支援:我們提供 3D CAD 模型、硬度圖、尺寸報告和安裝指導。我們的工程團隊由 Jack 領導,可為礦場調試提供支援。
- 靈活的品牌客製化:零件可以以 CQC 品牌供應,採用中性包裝,或使用您自己的自有品牌和零件編號。標配出口防護包裝。
- 泉州製造優勢:直接利用合力重工的鍛造和加工基地,確保了具有競爭力的價格和可靠的交貨時間。
6. 81QE-10010 鏈輪的安裝建議 – 作者:Jack
結合在鎳礦和煤礦中對 R1200 級機器的現場支援經驗,我重點介紹了鏈輪更換過程中的三項基本操作:
- 鏈輪和鏈條應作為一個系統進行更換:將新鏈輪安裝到磨損嚴重的履帶鏈條上會導致節距不匹配,從而造成齒磨損加劇。測量鏈條節距伸長量。如果磨損超過允許極限的 50% 至 60%,則應同時更換或重建鏈條。
- 螺栓緊固和黏合劑:將輪圈和節段配合面清潔至裸金屬。在新安裝的 12.9 級螺栓上塗抹高強度螺紋鎖固劑。按照數據卡中規定的扭力順序,以星形方式擰緊螺栓。運轉 50 小時後重新檢查扭力。
- 磨合潤滑:在首班作業期間,操作人員應避免在陡坡上長時間高速倒車。這樣可以使新鏈輪齒和現有襯套形成加工硬化磨損模式,而不會出現局部擦傷。
總而言之,現代R1200/R1250履帶末級鏈輪總成(81QE-10010)是一款扭力需求極高、磨損嚴重的零件,對鍛造完整性、精密淬火和精確加工都有極高的要求。中國泉州合力重工旗下重型履帶底盤品牌CQC,恰好能夠滿足這些要求。透過將此鏈輪與CQC全系列底盤部件集成,礦業營運商和全球零件分銷商可以獲得一套可靠的一站式解決方案,該方案專為應對120噸級挖掘機的嚴苛工況而設計。
*作者簡介:傑克是合力重工旗下重型底盤品牌CQC的高級底盤系統工程師。合力重工是一家總部位於中國泉州的頂級製造商。傑克在大型挖土機履帶零件的設計、逆向工程和現場故障分析方面擁有豐富的實務經驗,他所領導的應用工程團隊確保CQC的每個零件都能滿足礦場作業的要求。如需81QE-10010鏈輪組件及相關零件的3D模型、技術資料表或經銷合作諮詢,請透過合力重工官方平台聯絡CQC。 *












