
HYUNDAI R1200 R1250 81QE-10010 Final Track Sprocket Wheel Assy/ CQC brand from Heli Heavy Industry – a top manufacturer of heavy-duty tracked chassis from Quanzhou, China


HYUNDAI R1200/R1250 Final Track Sprocket Assembly (81QE-10010): CQC Precision-Cast Drive Wheel from Heli Heavy Industry
Author: Jack | Senior Undercarriage Systems Engineer, CQC – Heli Heavy Industry
On a 120-tonne mining excavator like the Hyundai R1200 or R1250, the final drive sprocket is the critical torque-transfer interface between the machine’s hydraulic power and the ground. The sprocket teeth engage every track link bushing under massive tensile load, and any tooth-profile deviation or metallurgical weakness accelerates wear across the entire track chain. The OEM part number 81QE-10010 designates the complete final track sprocket wheel assembly, a high-wear consumable that directly dictates undercarriage life and cost per tonne moved.
CQC, the heavy-duty tracked chassis brand of Heli Heavy Industry—a top manufacturer from Quanzhou, China— supplies a fully interchangeable, forged-engineered aftermarket sprocket for the Hyundai R1200/R1250 that meets and exceeds the demands of continuous hard-rock mining. This article examines why the sprocket is a make-or-break component, how CQC’s manufacturing capability builds one that lasts, and how it integrates into a complete undercarriage system for global mining and distribution partners.
1. The Role and Stress Load of the R1200/R1250 Sprocket
The Hyundai R1200 and R1250, operating at 120–125 tonnes, transmit enormous torque through the final drive to the sprocket. Each tooth reversal cycle subjects the sprocket to:
- High-contact-pressure bushing engagement: The sprocket tooth pushes against hardened track link bushings, generating contact stresses that can exceed material yield points if tooth profile or hardness is substandard.
- Impact loading during slewing: When the excavator swings while traveling, side loads concentrate on individual teeth, demanding crack-resistant toughness.
- Abrasive wear from packed material: Iron ore, granite fines, and coal dust pack into the tooth roots, acting as an abrasive paste that erodes tooth flanks.
- Bolt fatigue on segmented rims: Modern large-excavator sprockets use bolted segmented rims for field serviceability. The bolt seats and fasteners must withstand constant vibration without loosening or cracking.
A premium aftermarket sprocket must therefore be more than a flame-cut profile—it must be a precision-forged, selectively hardened, and accurately machined component. This is precisely the CQC approach.
2. CQC Manufacturing Capability: Forged, Hardened, and Precision-Machined
CQC, under Heli Heavy Industry, operates a dedicated heavy-duty chassis component manufacturing base in Quanzhou, China. The 81QE-10010 sprocket rim segments and hub are not simply cast or flame-cut from plate; they undergo a fully controlled metallurgical process.
A. Induction-Hardened Tooth Profile
After Casting and normalizing, the tooth working surfaces are contour-induction-hardened using CNC-controlled equipment.
- Hardness: 50–58 HRC on the tooth flank and root.
- Case Depth: 8–12 mm, ensuring that the hardened layer persists well beyond initial running-in wear.
- Tough Core: The segment body and bolt hole area remain at 30–35 HRC to absorb shock without cracking.
This differential hardening is a hallmark of CQC brand quality, preventing both premature tooth wear and the catastrophic brittle fracture found in through-hardened or incorrectly case-hardened segments.
B. Precision Bolt Hole and Hub Machining
The sprocket hub and rim segments are machined on CNC horizontal boring mills and vertical turning lathes. Bolt hole patterns are drilled and reamed to H7 tolerance, ensuring a precise match with the OEM hub and rim bolt circle. Each assembled sprocket is checked for radial runout on a master fixture. This precision eliminates the localized tooth overloading caused by eccentric sprocket assemblies.
C. Protective Coating and Assembly
Finished segments are shot-blasted to Sa 2.5 and coated with zinc-rich epoxy primer and a heavy-duty black or yellow polyurethane topcoat. They are supplied as a full set of rim segments, high-tensile bolts, and hub assembly, ready for direct bolt-on installation.
3. Technical Specifications and Interchange
| Parameter | CQC / Heli Heavy Industry Specification |
|---|---|
| CQC Part Number | CQC-R1200-81QE-10010 |
| OEM Reference | Hyundai 81QE-10010 |
| Applicable Models | Hyundai R1200, R1250 (all dash variants) |
| Assembly Type | Final Track Sprocket Wheel Assembly (segmented rim, hub, bolts, and hardware) |
| Number of Segments | Typically 4–6 bolted rim segments per side (matched to OEM) |
| Tooth Profile | Strictly controlled involute profile, matching OEM bushing pitch and engagement |
| Hardness | Tooth surface 50–55 HRC; core/bolt zone 30–35 HRC |
| Bolt Torque Spec | Supplied with installation data card; high-strength grade 12.9 bolts included |
| Weight | ~450–600 kg per complete assembly (hub + segments) |
| Protection | Sa 2.5 blast, zinc epoxy primer, mining-grade polyurethane topcoat |
Direct Interchange Guarantee: Every CQC 81QE-10010 sprocket assembly is verified on a CMM and master fixture referencing the OEM R1200/R1250 final drive flange. Bolt pattern, pitch circle diameter, and tooth space runout are controlled to OEM nominal. It installs without modification.
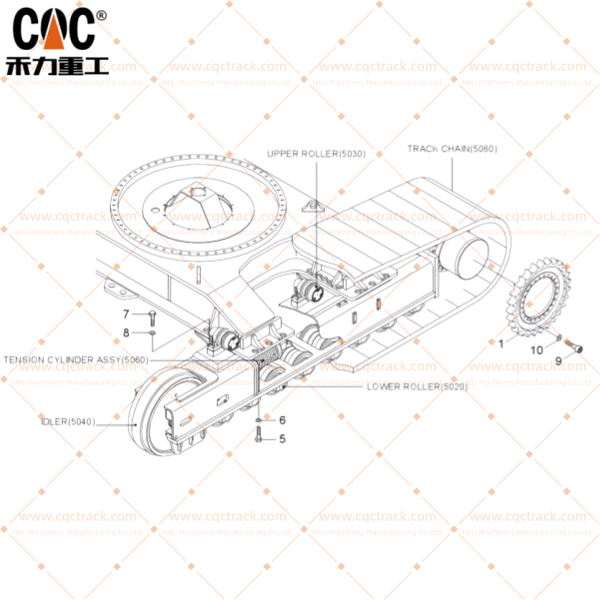
4. Connected Heavy-Duty Chassis Components for R1200/R1250
A worn sprocket accelerates chain and idler wear. Replacing the sprocket is the optimal moment to evaluate the entire track frame wear set. As a top manufacturer of heavy-duty tracked chassis from Quanzhou, China, Heli Heavy Industry’s CQC brand offers the complete ecosystem of connected undercarriage parts for the Hyundai R1200/R1250:
- Track Link Assembly with Master Pin: Heavy-wall (HW) bushing option available. Forged links with deep-hardened rail surfaces, fully compatible with the CQC sprocket tooth form.
- Track Bottom Roller Assembly (Single/Double Flange): Forged, induction-hardened shells with CQC lifetime floating seals, designed to carry full machine weight over fractured hard rock.
- Front Idler Assembly (Guide Wheel): Forged monobloc rim and hub, deep case-hardened tread, and massive shaft assembly to maintain precise track alignment.
- Top Carrier Roller Assembly: Return-side support roller with sealed-for-life bearing and hardened tread, interchangeable with OEM.
- Track Tensioner Cylinder: Grease-type or hydraulic, with chrome-plated and polished rod, high-pressure seals, direct-acting on the front idler yoke.
Bundling these CQC brand associated undercarriage parts from a single manufacturer reduces logistics costs, guarantees compatibility, and gives distributors a complete product program for the 120-tonne class.
5. Value for Mining Operations and Global Distributors
For Mining Fleets
- Extended Sprocket Life: The combination of forged grain flow and differential induction hardening means CQC sprocket teeth wear evenly and resist snapping. This avoids premature chain replacement triggered by a worn or broken sprocket.
- Field Serviceability: Bolted rim segments allow sprocket rotation or replacement without breaking the track chain. CQC’s precision bolt pattern ensures fast, safe segment changes deep in the pit.
- Production Uptime: A high-quality sprocket from CQC, a Heli Heavy Industry brand, reduces the frequency of undercarriage rebuilds, directly improving excavator availability.
For International Agents and Traders
- One Brand, Full Chassis: CQC covers the full Hyundai R1200/R1250 undercarriage, from sprockets to idlers, rollers, and chains. You can consolidate container loads and offer a single-brand warranty to your customers.
- Technical Support: We provide 3D CAD models, hardness maps, dimensional reports, and installation guidance. Our engineering team, led by Jack, is available for mine-site commissioning support.
- Flexible Branding: Parts can be supplied under the CQC brand, in neutral packaging, or with your own private label and part numbers. Protective export packaging included as standard.
- Quanzhou Manufacturing Advantage: Direct access to Heli Heavy Industry’s forging and machining base ensures competitive pricing and reliable lead times.
6. Installation Recommendations for the 81QE-10010 Sprocket – By Jack
Drawing from field support on R1200-class machines in nickel and coal mines, I highlight three essential practices during sprocket replacement:
- Replace Sprocket and Chain as a System: Installing a new sprocket onto a heavily worn track chain will cause rapid tooth wear due to pitch mismatch. Measure chain pitch elongation. If wear exceeds 50–60% of the allowable limit, replace or rebuild the chain simultaneously.
- Bolt Tightening and Adhesive: Clean hub and segment mating surfaces to bare metal. Apply high-strength thread locker to the new grade 12.9 bolts. Tighten in a star pattern to the torque sequence specified in our data card. Re-check torque after the first 50 operating hours.
- Run-In Lubrication: During the first shift of operation, operators should avoid prolonged high-speed reverse travel on steep ramps. This allows the new sprocket teeth and existing bushings to develop a work-hardened wear pattern without localized scuffing.
In summary, the Hyundai R1200/R1250 Final Track Sprocket Assembly (81QE-10010) is a torque-critical, high-wear component that demands forging integrity, precision hardening, and accurate machining. CQC, the heavy-duty tracked chassis brand of Heli Heavy Industry from Quanzhou, China, delivers exactly that. By integrating this sprocket with CQC’s full line of undercarriage components, mining operators and global parts distributors gain a reliable, single-source solution engineered for the extreme realities of 120-tonne excavator duty.
*About the Author: Jack is a Senior Undercarriage Systems Engineer with CQC, the heavy-duty chassis brand of Heli Heavy Industry—a top manufacturer based in Quanzhou, China. With extensive hands-on experience in the design, reverse-engineering, and field failure analysis of large excavator track components, Jack leads the application engineering team that ensures every CQC part is mine-ready. For 3D models, technical datasheets, or distributor partnership inquiries regarding the 81QE-10010 sprocket assembly and connected parts, please contact CQC through the official Heli Heavy Industry platform.*
Products categories
-

Kobelco LC51D01008P1 SK330 SK350 Track Sprocket...
-

Sell SY55/65 Excavator sprocket with OEM qualit...
-

LIUGONG excavator CLG-46A0124C-CLG945/Final dri...
-

XCMG XE700 Final Drive Sprocket Wheel Assembly ...
-

Excavator Chassis Parts Sprocket Excavator Hang...
-

Professional Factory Customized Excavator Sproc...






