
Conxunto de roda dentada final da oruga para HYUNDAI R1200 R1250 81QE-10010/marca CQC de Heli Heavy Industry, un dos principais fabricantes de chasis de orugas de alta resistencia de Quanzhou, China


Conxunto do piñón final da vía HYUNDAI R1200/R1250 (81QE-10010): Roda motriz de fundición de precisión CQC de Heli Heavy Industry
Autor: Jack | Enxeñeiro sénior de sistemas de tren de rodaxe, CQC – Heli Heavy Industry
Nunha escavadora mineira de 120 toneladas como a Hyundai R1200 ou R1250, o piñón de transmisión final é a interface crítica de transferencia de par entre a potencia hidráulica da máquina e o chan. Os dentes do piñón enganchan en cada bucha do elo da cadea baixo unha carga de tracción masiva, e calquera desviación do perfil do dente ou debilidade metalúrxica acelera o desgaste de toda a cadea da cadea. O número de peza OEM81QE-10010designa o conxunto final completo da roda dentada da oruga, un consumible de alto desgaste que determina directamente a vida útil do chasis e o custo por tonelada movida.
CQC, a marca de chasis de orugas para servizos pesados de Heli Heavy Industry, un fabricante líder de Quanzhou, China, subministra unha roda dentada de reposto totalmente intercambiable e forxada para a Hyundai R1200/R1250 que cumpre e supera as esixencias da minería continua de rocha dura. Este artigo examina por que a roda dentada é un compoñente decisivo, como a capacidade de fabricación de CQC constrúe unha que dure e como se integra nun sistema completo de chasis para socios de minería e distribución globais.
1. O papel e a carga de tensión da roda dentada R1200/R1250
As Hyundai R1200 e R1250, que funcionan a 120–125 toneladas, transmiten un par enorme a través da transmisión final ao piñón. Cada ciclo de inversión de dentes somete o piñón a:
- Enganche dos casquillos de alta presión de contacto: o dente da roda dentada empurra contra os casquillos da articulación endurecidos, xerando tensións de contacto que poden superar os puntos de cedencia do material se o perfil ou a dureza do dente son deficientes.
- Carga de impacto durante o xiro: Cando a escavadora oscila mentres viaxa, as cargas laterais concéntranse en dentes individuais, o que esixe unha tenacidade resistente ás gretas.
- Desgaste abrasivo por material compactado: o mineral de ferro, os finos de granito e o po de carbón empácanse nas raíces dos dentes, actuando como unha pasta abrasiva que erosiona os flancos dos dentes.
- Fatiga dos parafusos en llantas segmentadas: as rodas dentadas modernas das grandes escavadoras usan llantas segmentadas aparafusadas para o servizo no campo. Os asentos dos parafusos e os elementos de fixación deben soportar vibracións constantes sen afrouxarse nin rachar.
Polo tanto, unha roda dentada de reposto de alta calidade debe ser algo máis que un perfil cortado a chama: debe ser un compoñente forxado con precisión, endurecido selectivamente e mecanizado con precisión. Esta é precisamente a estratexia CQC.
2. Capacidade de fabricación de CQC: forxado, endurecido e mecanizado de precisión
CQC, baixo o control de Heli Heavy Industry, opera unha base de fabricación de compoñentes de chasis de alta resistencia en Quanzhou, China. Os segmentos e o cubo da roda dentada 81QE-10010 non se funden ou se cortan ao vapor a partir dunha chapa; sométense a un proceso metalúrxico totalmente controlado.
A. Perfil do dente endurecido por indución
Despois da fundición e normalización, as superficies de traballo dos dentes son endurecidas por indución de contornos mediante equipos controlados por CNC.
- Dureza: 50–58 HRC no flanco e na raíz do dente.
- Profundidade da carcasa: 8–12 mm, o que garante que a capa endurecida persista moito máis alá do desgaste inicial de rodaxe.
- Núcleo resistente: o corpo do segmento e a área do orificio do parafuso mantéñense a 30–35 HRC para absorber os impactos sen rachar.
Este endurecemento diferencial é un selo distintivo da calidade da marca CQC, que evita tanto o desgaste prematuro dos dentes como a fractura fráxil catastrófica que se atopa en segmentos endurecidos por completo ou cementados incorrectamente.
B. Mecanizado de precisión de orificios e cubos de parafusos
Os segmentos do cubo da roda dentada e da llanta mecanízanse en fresadoras horizontais CNC e tornos verticais. Os patróns de orificios para parafusos fáranse e escarianse coa tolerancia H7, o que garante unha coincidencia precisa co círculo de parafusos do cubo e da llanta do fabricante. Cada roda dentada montada compróbase para detectar a desviación radial nun dispositivo mestre. Esta precisión elimina a sobrecarga localizada dos dentes causada polos conxuntos de rodas dentadas excéntricas.
C. Revestimento protector e montaxe
Os segmentos acabados son granallados a Sa 2.5 e revestidos cunha imprimación epoxi rica en zinc e unha capa superior de poliuretano negra ou amarela de alta resistencia. Fornécense como un conxunto completo de segmentos de llanta, parafusos de alta resistencia e conxunto de buxe, listos para a instalación directa con parafusos.
3. Especificacións técnicas e intercambio
| Parámetro | Especificación da industria pesada CQC / Heli |
|---|---|
| Número de peza CQC | CQC-R1200-81QE-10010 |
| Referencia OEM | Hyundai 81QE-10010 |
| Modelos aplicables | Hyundai R1200, R1250 (todas as variantes do taboleiro) |
| Tipo de montaxe | FinalConxunto da roda dentada da pista(llanta segmentada, buxe, parafusos e ferraxes) |
| Número de segmentos | Normalmente de 4 a 6 segmentos de llanta atornillados por lado (adaptados ao OEM) |
| Perfil do dente | Perfil en evolvente estritamente controlado, que coincide co paso e o encaixe dos casquillos OEM |
| Dureza | Superficie do dente 50–55 HRC; zona do núcleo/parafuso 30–35 HRC |
| Especificación de torque de parafuso | Fornecido con tarxeta de datos de instalación; incluídos parafusos de alta resistencia de grao 12.9 |
| Peso | ~450–600 kg por conxunto completo (cubo + segmentos) |
| Protección | Imprimación epoxi de zinc con chorro abrasivo Sa 2.5, capa superior de poliuretano de grado mineiro |
Garantía de intercambio directo: cada conxunto de rodas dentadas CQC 81QE-10010 verifícase nunha CMM e nun dispositivo mestre facendo referencia á brida de transmisión final OEM R1200/R1250. O patrón de parafusos, o diámetro do círculo de paso e a desviación do espazo entre dentes contrólanse segundo o valor nominal do OEM. Instálase sen modificacións.
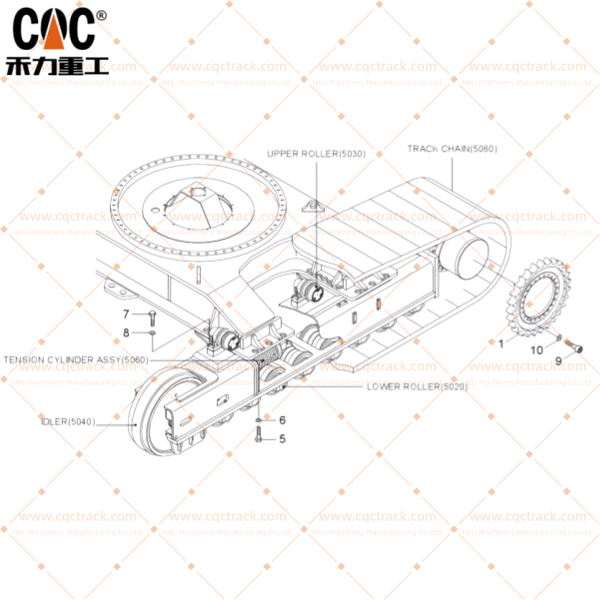
4. Compoñentes de chasis de alta resistencia conectados para R1200/R1250
Unha roda dentada desgastada acelera o desgaste da cadea e da roda guía. Substituír a roda dentada é o momento óptimo para avaliar todo o conxunto de desgaste do bastidor da oruga. Como fabricante líder de chasis de orugas de alta resistencia de Quanzhou, China, a marca CQC de Heli Heavy Industry ofrece o ecosistema completo de pezas de tren de rodas conectadas para a Hyundai R1200/R1250:
- Conxunto de enlace de vía con pasador mestre: opción de casquillo de parede grosa (HW) dispoñible. Enlaces forxados con superficies de carril endurecidas, totalmente compatibles coa forma dos dentes do piñón CQC.
- Conxunto de rodillos inferiores da vía (brida simple/dobre): carcasas forxadas e endurecidas por indución con selos flotantes de por vida CQC, deseñadas para soportar todo o peso da máquina sobre rocha dura fracturada.
- Conxunto da roda guía dianteira (roda guía): llanta e cubo monobloque forxados, banda de rodaxe endurecida por cementación profunda e conxunto de eixo macizo para manter unha aliñación precisa da vía.
- Conxunto de rodillos portadores superiores: rodillo de soporte do lado de retorno con rodamentos selados de por vida e banda de rodaxe endurecida, intercambiable co OEM.
- Cilindro tensor de cadeas: de tipo graxa ou hidráulico, con vara cromada e pulida, selos de alta presión, acción directa sobre o xugo tensor dianteiro.
Agrupar estas pezas do chasis asociadas á marca CQC dun único fabricante reduce os custos loxísticos, garante a compatibilidade e ofrece aos distribuidores un programa de produtos completo para a clase de 120 toneladas.
5. Valor para as operacións mineiras e os distribuidores globais
Para frotas mineiras
- Vida útil prolongada do piñón: A combinación do fluxo de gran forxado e o endurecemento por indución diferencial fai que os dentes do piñón CQC se desgasten uniformemente e resistan a rotura. Isto evita a substitución prematura da cadea provocada por un piñón desgastado ou roto.
- Mantemento no campo: Os segmentos de roda aparafusados permiten a rotación ou substitución da roda dentada sen romper a cadea da oruga. O patrón de parafusos de precisión de CQC garante cambios de segmento rápidos e seguros nas profundidades do pozo.
- Tempo de actividade da produción: unha roda dentada de alta calidade de CQC, unha marca de Heli Heavy Industry, reduce a frecuencia das reconstrucións do chasis, mellorando directamente a dispoñibilidade da escavadora.
Para axentes e comerciantes internacionais
- Unha marca, chasis completo: CQC cobre o chasis completo da Hyundai R1200/R1250, desde os piñóns ata as rodas guía, os rolos e as cadeas. Pode consolidar cargas de contedores e ofrecer unha garantía dunha soa marca aos seus clientes.
- Soporte técnico: Ofrecemos modelos CAD en 3D, mapas de dureza, informes dimensionais e orientación sobre a instalación. O noso equipo de enxeñería, dirixido por Jack, está dispoñible para ofrecer soporte na posta en servizo na mina.
- Marca flexible: As pezas pódense subministrar coa marca CQC, en envases neutros ou coa súa propia etiqueta branca e números de peza. Inclúese envasado protector de exportación de serie.
- Vantaxe de fabricación de Quanzhou: o acceso directo á base de forxa e mecanizado de Heli Heavy Industry garante prezos competitivos e prazos de entrega fiables.
6. Recomendacións de instalación para o piñón 81QE-10010 – Por Jack
Baseándome no apoio de campo en máquinas da clase R1200 en minas de níquel e carbón, destaco tres prácticas esenciais durante a substitución de rodas dentadas:
- Substituír o piñón e a cadea como sistema: Instalar un novo piñón nunha cadea de orugas moi desgastada provocará un desgaste rápido dos dentes debido á desaxuste do paso. Mida o alongamento do paso da cadea. Se o desgaste supera o 50–60 % do límite admisible, substitúa ou reconstrúa a cadea simultaneamente.
- Aperte dos parafusos e adhesivo: Limpe as superficies de axuste do cubo e do segmento ata o metal espido. Aplique selante de roscas de alta resistencia aos novos parafusos de grao 12.9. Aperte en patrón de estrela segundo a secuencia de torque especificada na nosa tarxeta de datos. Volva comprobar o torque despois das primeiras 50 horas de funcionamento.
- Lubricación de rodaxe: Durante o primeiro turno de funcionamento, os operadores deben evitar a marcha atrás prolongada a alta velocidade en ramplas pronunciadas. Isto permite que os novos dentes da roda dentada e os casquillos existentes desenvolvan un patrón de desgaste endurecido polo traballo sen rozaduras localizadas.
En resumo, o conxunto de roda dentada final da oruga Hyundai R1200/R1250 (81QE-10010) é un compoñente de alto desgaste e par crítico que require integridade de forxado, endurecemento de precisión e mecanizado preciso. CQC, a marca de chasis de orugas para servizo pesado de Heli Heavy Industry de Quanzhou, China, ofrece exactamente iso. Ao integrar esta roda dentada coa liña completa de compoñentes do chasis de CQC, os operadores mineiros e os distribuidores globais de pezas obteñen unha solución fiable e de fonte única deseñada para as realidades extremas do traballo con escavadoras de 120 toneladas.
*Sobre o autor: Jack é enxeñeiro sénior de sistemas de tren de rodaxe en CQC, a marca de chasis de servizo pesado de Heli Heavy Industry, un fabricante líder con sede en Quanzhou, China. Con ampla experiencia práctica no deseño, enxeñaría inversa e análise de fallos no campo de compoñentes de cadeas de escavadoras grandes, Jack dirixe o equipo de enxeñaría de aplicacións que garante que cada peza de CQC estea lista para a mina. Para modelos 3D, fichas técnicas ou consultas sobre asociacións con distribuidores en relación co conxunto de rodas dentadas 81QE-10010 e as pezas conectadas, póñase en contacto con CQC a través da plataforma oficial de Heli Heavy Industry.*
Categorías de produtos
-

Piñón de transmisión final CLG-46A01240 / fabricante OEM ...
-

Piñón de transmisión de cadeas Volvo EC950 fabricado na China...
-

Piñón de rodaxe da cadea LOVOL FR700F...
-

LIUGONG 46A0374 CLG9125 Piñón de transmisión final Wh...
-

KOMATSU 21M2711220 2092751170 PC650-8 Resorte de oruga...
-

KOBELCO LS51D01001P1 LS51D01016P1 KTA1069 SI106...






