
Ensemble pignon de chenille final 81QE-10010 pour HYUNDAI R1200 R1250, marque CQC, fabriqué par Heli Heavy Industry, un important fabricant de châssis chenillés robustes basé à Quanzhou, en Chine.


Ensemble de pignon de chenille final HYUNDAI R1200/R1250 (81QE-10010Roue motrice moulée avec précision CQC de Heli Heavy Industry
Auteur : Jack | Ingénieur principal systèmes de train de roulement, CQC – Heli Heavy Industry
Sur une pelle minière de 120 tonnes comme la Hyundai R1200 ou R1250, le pignon de transmission final est l'interface critique de transmission du couple entre la puissance hydraulique de la machine et le sol. Les dents du pignon s'engagent dans chaque bague de maillon de chenille sous une charge de traction considérable, et toute déviation du profil des dents ou faiblesse métallurgique accélère l'usure de l'ensemble de la chaîne de chenilles. Référence constructeur :81QE-10010désigne l'ensemble complet de la roue dentée de chenille finale, un consommable à forte usure qui détermine directement la durée de vie du train de roulement et le coût par tonne déplacée.
CQC, la marque de châssis chenillés haute performance d'Heli Heavy Industry (un fabricant de premier plan basé à Quanzhou, en Chine), fournit un pignon de rechange entièrement interchangeable et forgé pour les Hyundai R1200/R1250, conçu pour répondre aux exigences des mines en roche dure, voire les surpasser. Cet article explique pourquoi ce pignon est un élément crucial, comment le savoir-faire de CQC garantit sa durabilité et comment il s'intègre dans un système de train de roulement complet destiné aux partenaires miniers et de distribution internationaux.
1. Rôle et contrainte du pignon R1200/R1250
Les Hyundai R1200 et R1250, d'un poids de 120 à 125 tonnes, transmettent un couple considérable au pignon via la transmission finale. Chaque cycle d'inversion de la vitesse de rotation soumet le pignon à :
- Engagement des bagues à haute pression de contact : La dent du pignon pousse contre les bagues trempées des maillons de chenille, générant des contraintes de contact qui peuvent dépasser les limites d'élasticité du matériau si le profil ou la dureté de la dent est inférieur à la norme.
- Charges d'impact lors de la rotation : lorsque l'excavatrice pivote en se déplaçant, les charges latérales se concentrent sur les dents individuelles, exigeant une résistance à la fissuration.
- Usure abrasive due aux matériaux compactés : le minerai de fer, les fines particules de granit et la poussière de charbon s’accumulent dans les racines des dents, agissant comme une pâte abrasive qui érode les flancs des dents.
- Fatigue des boulons sur les jantes segmentées : Les pignons des grandes pelles modernes utilisent des jantes segmentées boulonnées pour faciliter la maintenance sur le terrain. Les sièges de boulons et les fixations doivent résister aux vibrations constantes sans se desserrer ni se fissurer.
Un pignon de rechange haut de gamme doit donc être bien plus qu'une simple pièce découpée à la flamme : il doit s'agir d'un composant forgé avec précision, trempé sélectivement et usiné avec exactitude. C'est précisément l'approche de CQC.
2. Capacité de fabrication CQC : forgé, trempé et usiné avec précision
CQC, filiale de Heli Heavy Industry, exploite une usine de fabrication de composants de châssis pour véhicules lourds à Quanzhou, en Chine. Les segments de jante et le moyeu du pignon 81QE-10010 ne sont pas simplement moulés ou découpés à la flamme à partir de plaques ; ils font l’objet d’un processus métallurgique entièrement contrôlé.
A. Profil de dent trempée par induction
Après la coulée et la normalisation, les surfaces de travail des dents sont durcies par induction de contour à l'aide d'équipements à commande numérique.
- Dureté : 50–58 HRC sur le flanc et la racine de la dent.
- Profondeur de trempe : 8 à 12 mm, garantissant que la couche durcie persiste bien au-delà de l'usure initiale de rodage.
- Noyau robuste : Le corps du segment et la zone du trou de boulon restent à 30–35 HRC pour absorber les chocs sans se fissurer.
Ce durcissement différentiel est une caractéristique de la qualité de la marque CQC, empêchant à la fois l'usure prématurée des dents et la fracture fragile catastrophique que l'on observe dans les segments trempés à cœur ou cémentés de manière incorrecte.
B. Usinage de précision des trous de boulons et des moyeux
Le moyeu et les segments de jante du pignon sont usinés sur des aléseuses horizontales CNC et des tours verticaux. Les perçages et alésages des trous de fixation sont réalisés avec une tolérance H7, garantissant un ajustement précis avec le cercle de fixation du moyeu et de la jante d'origine. Chaque pignon assemblé est contrôlé pour son faux-rond radial sur un gabarit de référence. Cette précision élimine la surcharge localisée des dents causée par des assemblages de pignons excentrés.
C. Revêtement protecteur et assemblage
Les segments finis sont grenaillés à Sa 2,5 et recouverts d'un apprêt époxy riche en zinc et d'une couche de finition polyuréthane noire ou jaune haute résistance. Ils sont fournis en kit complet comprenant les segments de jante, les boulons haute résistance et le moyeu, prêts à être installés directement.
3. Spécifications techniques et interchangeabilité
| Paramètre | Spécifications CQC / hélicoptères pour l'industrie lourde |
|---|---|
| Numéro de pièce CQC | CQC-R1200-81QE-10010 |
| Référence OEM | Hyundai 81QE-10010 |
| Modèles applicables | Hyundai R1200, R1250 (toutes variantes de tableau de bord) |
| Type d'assemblage | FinalEnsemble de roue de pignon de chenille(jante segmentée, moyeu, boulons et visserie) |
| Nombre de segments | Généralement 4 à 6 segments de jante boulonnés par côté (correspondant aux spécifications d'origine). |
| Profil dentaire | Profil en développante strictement contrôlé, correspondant au pas et à l'engagement de la bague d'origine |
| Dureté | Surface de la dent : 50–55 HRC ; zone noyau/boulon : 30–35 HRC |
| Spécifications du couple de serrage des boulons | Fourni avec une fiche technique d'installation ; boulons haute résistance de classe 12.9 inclus |
| Poids | ~450–600 kg par ensemble complet (moyeu + segments) |
| Protection | Sablage Sa 2.5, primaire époxy zinc, couche de finition polyuréthane de qualité minière |
Garantie d'interchangeabilité directe : chaque pignon CQC 81QE-10010 est vérifié sur une machine à mesurer tridimensionnelle (MMT) et un gabarit de référence par rapport à la bride de transmission finale d'origine des moteurs R1200/R1250. L'entraxe des boulons, le diamètre primitif et le faux-rond de l'espacement des dents sont conformes aux spécifications d'origine. Son installation ne nécessite aucune modification.
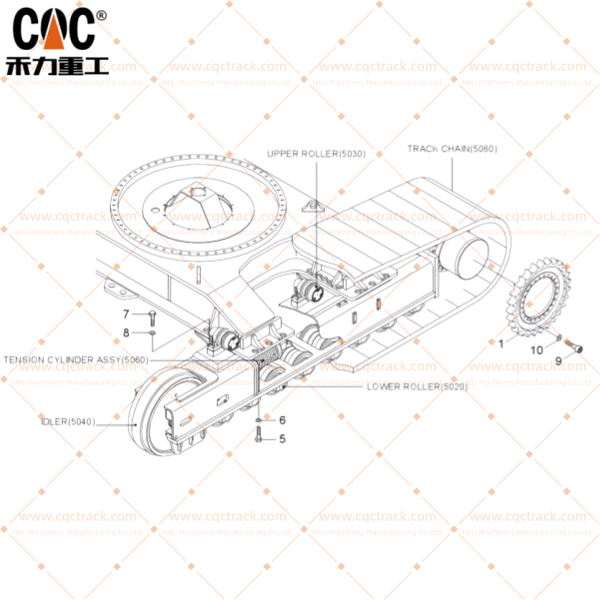
4. Composants de châssis robustes connectés pour R1200/R1250
Un pignon usé accélère l'usure de la chaîne et du galet tendeur. Le remplacement du pignon est le moment idéal pour évaluer l'usure de l'ensemble du train de roulement. Fabricant leader de châssis chenillés robustes basé à Quanzhou, en Chine, Heli Heavy Industry, via sa marque CQC, propose l'écosystème complet des pièces de train de roulement pour les Hyundai R1200/R1250.
- Ensemble de maillons de chenille avec axe maître : option de douille à paroi épaisse (HW) disponible. Maillons forgés avec surfaces de rail trempées en profondeur, entièrement compatibles avec la denture du pignon CQC.
- Ensemble de rouleau inférieur de chenille (bride simple/double) : Coques forgées et trempées par induction avec joints flottants à vie CQC, conçues pour supporter le poids total de la machine sur de la roche dure fracturée.
- Ensemble galet tendeur avant (roue de guidage) : jante et moyeu monobloc forgés, bande de roulement cémentée profonde et ensemble d’arbre massif pour maintenir un alignement précis de la voie.
- Ensemble de rouleau porteur supérieur : rouleau de support côté retour avec roulement étanche à vie et bande de roulement trempée, interchangeable avec l’OEM.
- Vérin de tension de chenille : à graisse ou hydraulique, avec tige chromée et polie, joints haute pression, action directe sur le joug de la roue de renvoi avant.
Le regroupement de ces pièces de train de roulement associées à la marque CQC provenant d'un seul fabricant réduit les coûts logistiques, garantit la compatibilité et offre aux distributeurs un programme de produits complet pour la classe des 120 tonnes.
5. Valeur pour les opérations minières et les distributeurs mondiaux
Pour les flottes minières
- Durée de vie prolongée du pignon : La combinaison d’un grain forgé et d’un traitement de trempe par induction différentiel assure une usure uniforme des dents du pignon CQC et une résistance accrue à la rupture. Ceci évite un remplacement prématuré de la chaîne dû à un pignon usé ou cassé.
- Maintenance sur le terrain : Les segments de jante boulonnés permettent la rotation ou le remplacement du pignon sans interrompre la chenille. Le système de boulonnage précis de CQC garantit des changements de segments rapides et sûrs, même au fond de la fosse.
- Temps de production disponible : Un pignon de haute qualité de CQC, une marque de Heli Heavy Industry, réduit la fréquence des reconstructions du train de roulement, améliorant directement la disponibilité de l'excavatrice.
Pour les agents et commerçants internationaux
- Une seule marque, un châssis complet : CQC couvre l’intégralité du train de roulement des Hyundai R1200/R1250, des pignons aux galets tendeurs, en passant par les chaînes. Vous pouvez ainsi regrouper vos chargements de conteneurs et proposer une garantie monomarque à vos clients.
- Assistance technique : Nous fournissons des modèles CAO 3D, des cartes de dureté, des rapports dimensionnels et des instructions d’installation. Notre équipe d’ingénieurs, dirigée par Jack, est disponible pour l’assistance à la mise en service sur site minier.
- Personnalisation flexible : les pièces peuvent être fournies sous la marque CQC, dans un emballage neutre ou avec votre propre marque et références. Emballage de protection pour l’exportation inclus de série.
- Avantage de Quanzhou Manufacturing : L'accès direct à la base de forgeage et d'usinage de Heli Heavy Industry garantit des prix compétitifs et des délais de livraison fiables.
6. Recommandations d'installation pour le pignon 81QE-10010 – Par Jack
En m’appuyant sur l’assistance technique apportée aux machines de la classe R1200 dans les mines de nickel et de charbon, je mets en évidence trois pratiques essentielles lors du remplacement des pignons :
- Remplacement du pignon et de la chaîne en bloc : l’installation d’un pignon neuf sur une chaîne de chenilles fortement usée entraînera une usure rapide des dents due à un décalage du pas. Mesurez l’allongement du pas de la chaîne. Si l’usure dépasse 50 à 60 % de la limite admissible, remplacez ou refaites la chaîne simultanément.
- Serrage des boulons et application d'adhésif : Nettoyer les surfaces de contact du moyeu et du segment jusqu'à ce que le métal soit nu. Appliquer un frein-filet haute résistance sur les nouveaux boulons de classe 12.9. Serrer en étoile en respectant l'ordre de serrage indiqué dans notre fiche technique. Contrôler le couple de serrage après les 50 premières heures de fonctionnement.
- Rodage et lubrification : Durant le premier quart de travail, les opérateurs doivent éviter les déplacements prolongés à grande vitesse en marche arrière sur des rampes abruptes. Cela permet aux nouvelles dents du pignon et aux bagues existantes de développer une usure par écrouissage sans risque de frottement localisé.
En résumé, le pignon de chenille final Hyundai R1200/R1250 (81QE-10010) est une pièce critique en termes de couple et d'usure, qui exige une forgeage irréprochable, un traitement thermique de précision et un usinage de haute précision. CQC, la marque de châssis chenillés haute performance de Heli Heavy Industry (Quanzhou, Chine), répond précisément à ces exigences. En intégrant ce pignon à la gamme complète de composants de train de roulement CQC, les exploitants miniers et les distributeurs de pièces détachées du monde entier bénéficient d'une solution unique et fiable, conçue pour les conditions extrêmes d'utilisation des pelles hydrauliques de 120 tonnes.
*À propos de l'auteur : Jack est ingénieur principal en systèmes de trains de roulement chez CQC, la marque de châssis pour engins lourds de Heli Heavy Industry, un fabricant de premier plan basé à Quanzhou, en Chine. Fort d'une vaste expérience pratique en conception, rétro-ingénierie et analyse des défaillances sur le terrain des composants de chenilles de grandes excavatrices, Jack dirige l'équipe d'ingénierie d'application qui garantit que chaque pièce CQC est prête pour l'exploitation minière. Pour obtenir des modèles 3D, des fiches techniques ou des informations sur les partenariats de distribution concernant l'ensemble de pignon 81QE-10010 et les pièces associées, veuillez contacter CQC via la plateforme officielle de Heli Heavy Industry.*
Catégories de produits
-

Pignon de transmission finale CLG-46A01240/ Fabricant OEM...
-

Pignon de transmission pour Volvo EC950 fabriqué en Chine...
-

Roue dentée de chenille de train de roulement LOVOL FR700F...
-

Pignon de transmission finale LIUGONG 46A0374 CLG9125 Wh...
-

KOMATSU 21M2711220 2092751170 PC650-8 Track Spr...
-

KOBELCO LS51D01001P1 LS51D01016P1 KTA1069 SI106...






