
Komatsu PC390-8 / PC400 / PC450 2083000300 / 2083000013 / 2083000070 / 2083000201 Track Front Idler Wheel Assembly – Heavy Duty Crawler Excavator Spare Parts Suppliers and Factory / HeLi cqctrack



1. Precision Undercarriage Components: Komatsu Front Idler Wheel Assembly for PC390-8, PC400 and PC450 Series
The Komatsu PC390-8, PC400 and PC450 series crawler excavators represent the backbone of medium-to-large-scale earthmoving, quarrying and mining operations worldwide. These heavy-duty hydraulic excavators, manufactured by Komatsu Ltd.—the world‘s second-largest manufacturer of construction, mining and utility equipment, with a legacy dating back to 1921 and operations spanning over 150 countries—are engineered for high-volume excavation, rock handling, mass earthmoving and demanding infrastructure projects.
The PC390LC-8M0 variant, manufactured since 2022, weighs approximately 38,000–41,023 kg (39–40 ton class) with a track width of 700 mm, making it well suited for heavy-duty conditions, rock excavation and mining site operations. The PC400 series (PC400-6, PC400-7, PC400-8 and PC400LC variants) occupies the 40-ton class segment, equipped with Komatsu‘s advanced closed-load sensing hydraulic system (CLSS) and an engine delivering approximately 187 kW (254 PS) of net flywheel power. The PC450 series (PC450-7, PC450-8 and PC450LC variants) is a heavy-duty hydraulic excavator built for large-scale earthmoving, quarry and construction work, featuring a reliable undercarriage and wide attachment compatibility delivering strong digging and loading performance.
1.1 Critical Functional Role of the Front Idler Assembly
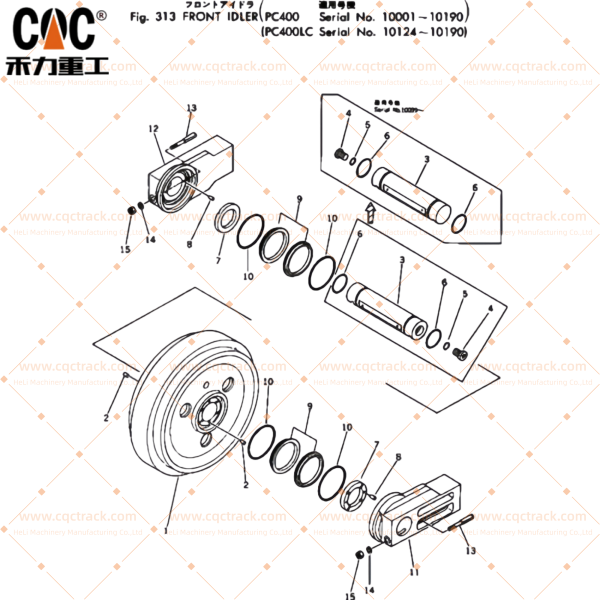
Positioned at the front of the track frame opposite the drive sprocket, the Track Front Idler Wheel Assembly is one of the most mission-critical frontline components in any crawler excavator‘s undercarriage system. Unlike track carrier rollers and bottom rollers, which support the track chain against the track frame, the front idler serves three distinct functions:
- Track Chain Guidance and Alignment: The idler‘s dual precision-machined flanges prevent lateral track derailment, keeping the track chain properly aligned with the sprocket and the undercarriage frame during turning, side-slope operation and travel over uneven ground.
- Shock Load Absorption and Impact Dissipation: As the leading component that encounters obstacles, rock fragments and terrain irregularities first, the front idler must absorb and dissipate direct impact loads, protecting the track chain, bottom rollers and the entire undercarriage system from premature wear or structural damage.
- Integration with Hydraulic Track Tensioning System: The idler assembly interfaces directly with the track adjuster (tensioner) cylinder via a yoke or guide block. This interface allows precise track tension adjustment, compensating for track chain elongation due to wear and ensuring optimal track sag under varying load and terrain conditions. A track that is too loose may throw or derail during high-speed turns, while a track that is too tight creates excessive load on motors and bearings.
Under high-impact applications such as rock excavation, quarry loading or mining overburden removal, the front idler is continuously subjected to cyclical impact loads, mud erosion, water immersion and intermittent stress changes. A high-quality, mining-grade replacement idler must therefore be engineered with precision-forged or fabricated steel construction, advanced multi-stage sealing systems and induction-hardened wear surfaces.
1.2 Comprehensive Part Number Cross-Reference for Komatsu PC390-8 / PC400 / PC450 Series
The following four OEM part numbers represent the official Komatsu front idler wheel assemblies for the PC390-8, PC400 and PC450 series. Each number corresponds to a specific version, chassis type (standard, heavy-duty or long-track) and generation:
| OEM / Komatsu Part Number | Komatsu Model(s) Compatibility | Component Type | Application Tier |
|---|---|---|---|
| 2083000300 | PC400-7 / PC400LC-7 / PC400-8; PC450-7 / PC450LC-7 / PC450-8; PC390-8 series | Front Idler Wheel Assembly (Complete Unit) | Heavy‑Duty to Mining‑Grade (38–50 ton class) |
| 2083000013 | PC400 series; PC450 series; PC390-8 series; compatible with earlier PC400-5/6 variants | Front Idler Wheel Assembly | Heavy‑Duty (40–45 ton class) |
| 2083000070 | PC400LC-3, PC400-3 and PC400-1 excavators; also applicable to PC400-5, PC400-6, PC400-7 and PC390LC-8 variants | Front Idler Wheel Assembly (Crossover fitment) | Standard to Heavy‑Duty |
| 2083000201 | PC400-6 / PC450-6 series; PC390-8 series; compatible with PC400-7 and PC450-7 heavy-duty chassis | Front Idler Wheel Assembly | Heavy‑Duty to Mining‑Grade |
Among these, part number 2083000201, 2083000300 and 2083000013 are most commonly associated with the PC400-6, PC450-6, PC400-7, PC450-7 and PC390-8 series. The cross-reference number KM1973—which corresponds to 208-30-00200 (a closely related idler assembly for PC400-5 and PC400 models)—is also frequently used interchangeably for many of these applications, with industry listings confirming KM1973 as the associated idler group code for PC400-5, PC400, PC400-6 and PC450 series. Similarly, the number 208-30-00200 has been documented for Komatsu PC400-5 and PC400 idler groups.
The part number 2083000070 is specifically referenced for Komatsu PC400LC-3, PC400-3 and PC400-1 excavators, making it particularly relevant for operators running older-generation PC400 machines while maintaining compatibility with later PC400-5, PC400-6 and PC400-7 chassis.
Understanding these subtle part-number distinctions is critical for fleet owners and procurement teams, as installing an incorrect idler assembly can result in improper track alignment, accelerated wear on the sprocket and track chain, reduced undercarriage life and potentially dangerous track derailment during operation.
1.3 Mining-Grade Technical Specifications
A mining-grade front idler wheel assembly for the Komatsu PC390-8, PC400 and PC450 series must meet or exceed the following metallurgical and performance benchmarks to ensure reliability and extended service life under demanding conditions:
| Specification Parameter | Industry Standard / CQC Manufacturing Benchmark |
|---|---|
| Idler Body/Wheel Material | High‑strength, wear‑resistant alloy steel (e.g., 50Mn, 40Cr, 42CrMo or JIS SM490YB equivalent); either forged or precision‑cast, then fully machined |
| Flange Design | Dual precision‑machined flanges (both sides) to prevent lateral derailment; induction‑hardened to HRC55–60 surface hardness |
| Case‑Hardened Depth (Rail Surface) | 4–10 mm at HRC45–HRC52–60 for optimal wear resistance and impact toughness |
| Bearing System | Heavy‑duty tapered roller bearings or spherical roller bearings capable of handling radial and axial loads under extreme shock and vibration |
| Sealing System | Multi‑stage labyrinth seals combined with Duo‑Cone or floating ring seals (floating oil seals); packed with high‑temperature grease to create a robust barrier against abrasive mud, dust and water |
| Mounting Interface | Precision‑machined bore and shaft interfaces for seamless integration with track frame and hydraulic tensioning system |
| Finish | Corrosion‑resistant primer and paint coating on all non‑wear surfaces; stress‑relieved welds to prevent fatigue cracking |
| Operating Temperature Range | −45°C to +130°C (−49°F to 266°F), covering extreme cold‑climate mining (Siberia, Canadian oil sands) to high‑temperature desert mining (Atacama, Chile; Middle East) |
| Static Load Rating | Capable of withstanding up to 50,000+ kg dynamic loading during high‑impact rock excavation and steep‑grade operations |
The advanced sealing system, which includes labyrinth seals and floating ring seals, is packed with high-temperature grease and creates a robust barrier against abrasive contaminants such as mud, dust, rock debris and water — the leading causes of premature bearing failure and idler replacement in heavy mining environments. Good assembly precision ensures stable rotation of the idler wheel during actual operation and prevents uneven wear or abnormal stress.
2. CQC TRACK (HeLi Machinery): Professional OEM and ODM Manufacturer of Chassis Components
CQC TRACK (Quanzhou Heli Machinery Manufacturing Co., Ltd., operating under the industrial brand cqctrack) , headquartered in Quanzhou, Fujian Province, China, has established itself as a specialized manufacturer and supplier of OEM (Original Equipment Manufacturer) and ODM (Original Design Manufacturer) undercarriage components for medium-to-ultra-large tracked excavators, drilling rigs, bulldozers, crawler loaders, tunnel boring machines and tracked cranes.
Established in 2005, the company has accumulated over 20 years of specialized expertise in the production of construction machinery undercarriage parts. Its current scale of operations includes a total area of more than 60 mu (approximately 40,000 square meters), more than 200 employees and over 200 CNC machine tools, casting, forging and heat treatment equipment. The company‘s main products encompass excavator undercarriage parts — track rollers (bottom rollers), carrier rollers (top rollers), sprockets, idlers (both front idlers and rear idlers, also referred to as guide wheels), bucket teeth and complete track groups (track GP) — for excavators ranging from 1.5 tons to 300 tons.
HeLi Machinery is specifically positioned as one of the enterprises with the most complete product categories within the Quanzhou Engineering Parts Undercarriage Production Base, specializing in the undercarriage parts of more than 50 tons, with mature production technology, stable product quality and market validation over many years. Their corporate motto, “Big undercarriage parts, made by CQC,” reflects the company‘s core development focus on medium and large excavator undercarriage parts, continuously improving technology and details to meet the needs of different customers.
The company operates as an integrated industry–trade enterprise, with its manufacturing facilities located in Quanzhou and sales departments in Xiamen and Jingjiang. This structure allows CQC TRACK to maintain direct control over production quality while providing efficient commercial response to international customers.
2.1 OEM Manufacturing — Exact Fit for Komatsu Specifications
As an OEM manufacturer, CQC TRACK produces the Komatsu 2083000300, 2083000013, 2083000070 and 2083000201 front idler wheel assemblies to exact dimensional, metallurgical and performance specifications — every critical parameter (idler diameter, flange spacing, bore diameter, mounting interface geometry and heat treatment profile) is verified against the original Komatsu part standards to ensure 100% interchangeability without any frame modification, re‑welding or re‑drilling.
For the PC400, PC450 and PC390-8 series, CQC‘s idler assemblies are manufactured using fabricated steel design — welded from high-strength, abrasion-resistant steel plates for enhanced durability and crack resistance. The precision‑machined bore and shaft interfaces provide seamless integration with the track frame and hydraulic tensioning system. The stress‑relieved welds prevent fatigue cracking, while corrosion‑resistant primer and paint coating protect non‑wear surfaces.
CQC‘s Komatsu product compatibility — including PC400, PC450 and PC300LC-7/PC350-6/7 series — is documented across their product lines, confirming their expertise in Komatsu undercarriage component supply.
2.2 ODM Manufacturing — Custom Engineering for Unique Mining Requirements
As an ODM manufacturer, CQC TRACK offers custom engineering and design services for customers who require front idler assemblies with modified specifications beyond standard OEM configurations:
- Increased Flange Height / Profile: For applications requiring enhanced lateral track guidance — such as mining operations with severe side‑slope conditions or soft‑ground excavation (mud, swamp, clay) — CQC can modify flange geometry to provide greater track retention.
- Alternative Duo‑Cone or Labyrinth Seal Materials: For extreme‑temperature mining environments (Canadian oil sands, Siberian diamond mines, Atacama Desert copper mines), specialized seal compounds that maintain flexibility and sealing effectiveness from −50°C to +150°C can be specified.
- Enhanced Case‑Hardened Depth: For ultra‑highly abrasive environments such as granite quarries, iron ore mines or silica‑rich sites in Western Australia and Chile, CQC can extend case‑hardened depth to 10–12 mm at HRC45–HRC50, providing significantly extended wear life compared to standard 4–6 mm case depth.
- Specialized Bearing Cartridges: For applications with unusually high shock loads or continuous high‑speed travel between widely separated work zones, upgraded bearing materials (spherical roller bearings instead of tapered roller bearings, or higher‑capacity bearing cartridges) can be incorporated.
Customers can provide original equipment drawings (Komatsu‘s official part drawings, where available), CAD models or physical samples, and CQC‘s in-house engineering team — supported by over 200 employees including metallurgical engineers, mechanical designers and process technicians — will reverse-engineer or redesign the front idler assembly to meet specific mine‑site operational requirements.
2.3 Quality Certification — ISO 9001:2015 and CQC Approved Quality Management
CQC TRACK operates under a formal CQC (China Quality Certification) approved quality management system and holds ISO 9001:2015 certification. This certification framework ensures:
- Raw Material Traceability: Every batch of steel used in the production of 2083000300, 2083000013, 2083000070 and 2083000201 front idler assemblies is chemically analyzed using optical emission spectroscopy, confirming that the alloy composition meets Komatsu‘s original specifications for 50Mn, 40Cr, 42CrMo or JIS SM490YB equivalent grades.
- In‑Process Control: Hardness testing (Rockwell C scale) is conducted on idler bodies, flange surfaces, bearing journals and shaft interfaces at multiple production stages, ensuring surface hardness reaches HRC55–60 with a case depth of 4–10 mm at HRC45.
- Non‑Destructive Testing (NDT): Ultrasonic flaw detection and magnetic particle inspection are performed on all forged or fabricated idler bodies to detect subsurface defects such as laminations, cracks, voids or porosity that could lead to catastrophic failure under high-impact loads.
- Final Product Validation: Each finished idler assembly undergoes rotational torque verification (to confirm proper bearing and seal compression), seal leak testing under simulated operating pressure (typically 50–80 bar), flange profile dimensional inspection (±0.05 mm tolerance), and final visual inspection for surface finish and coating integrity.
Each completed front idler assembly is marked with a unique batch code linking it to the original steel heat number, forging or fabrication lot, heat‑treatment cycle and final assembly shift — a level of traceability demanded by international mining companies in Australia, Chile, Canada and South Africa before approving a new aftermarket undercarriage supplier.
3. Vertically Integrated Manufacturing Infrastructure — A Complete Chassis Components Factory
CQC TRACK‘s ability to consistently deliver mining-grade Komatsu PC390-8, PC400 and PC450 front idler assemblies rests upon a fully vertically integrated manufacturing infrastructure that eliminates supply chain variability, quality inconsistencies and production delays associated with subcontracting. As an integrated industry–trade enterprise, CQC maintains manufacturing facilities in Quanzhou and sales departments in Xiamen and Jingjiang. With more than 200 CNC machine tools, casting, forging and heat treatment equipment, CQC‘s facilities are designed for end-to-end process control — enabling faster lead times (typically 15–20 working days for standard orders), superior quality consistency and the flexibility to accommodate ODM customizations without external dependency.
3.1 Casting Foundry
Produces raw blanks for certain undercarriage components (sprockets, idler shells for selected applications, support rollers and track guide components) using green-sand and lost-foam casting processes. Each casting batch undergoes ultrasonic flaw detection and chemical analysis to confirm alloy composition and structural integrity before proceeding to subsequent operations. A reasonable casting process achieves a uniform microstructure, providing a stable foundation for subsequent processing, after which the wheel body undergoes a tempering process to release internal stress and improve overall toughness.
3.2 Forging Plant
The core facility for producing CQC‘s Komatsu PC400/PC450/PC390-8 front idler wheel assemblies where fabrication may be specified. High‑tensile alloy steel billets (50Mn, 40Cr, 42CrMo or JIS SM490YB equivalents) are heated to controlled austenitizing temperatures (1,100–1,200°C) and shaped using hydraulic press forging, or alternatively, fabricated by welding from high-strength abrasion-resistant steel plates for enhanced durability and crack resistance. Closed‑die forging aligns the metallic grain flow with the contour of the idler body, significantly enhancing fatigue resistance and impact toughness compared to cast or cut-from-plate alternatives.
3.3 Forged Bucket Tooth Factory
Shares the same quality assurance protocols and alloy expertise as the track component lines. This facility enables CQC to supply a complete suite of excavator wear parts — bucket teeth and adapters for Komatsu, Caterpillar, Hitachi, Volvo and other brands — alongside the undercarriage front idler assemblies, consolidating procurement for fleet owners.
3.4 CNC Machining Workshop
Equipped with CNC vertical lathes, horizontal boring mills and precision grinding centers (totaling over 200 CNC machine tools). Critical finishing operations for the 2083000300, 2083000013, 2083000070 and 2083000201 assemblies include: precision turning of idler outer diameter to exact dimensions (±0.05 mm tolerance), finishing of flange geometries, precision boring of bearing cavities and shaft journal interfaces, grinding of mounting surfaces and final dimensional laser scanning for quality assurance.
3.5 Final Assembly Plant
The front idler assemblies are assembled on dedicated lines using hydraulic pressing equipment calibrated to achieve precise bearing fit and shaft alignment. Multi-stage labyrinth seals combined with floating ring seals (Duo‑Cone or equivalent) are installed with measured grease volumes (typically 200–300 ml per idler assembly depending on size), creating a robust sealed cavity. Each assembly undergoes:
- Rotational torque verification to ensure correct seal compression and bearing preload.
- Leak testing under 50–80 bar pressure for 30 minutes minimum.
- Flange hardness and profile inspection to confirm induction-hardened surfaces (HRC55–60) and proper flange geometry.
- Final visual inspection for surface finish, paint/coating integrity and overall fit.
4. Field-Proven Reliability — Extensive Performance in Mining and Heavy Construction
CQC‘s front idler wheel assemblies for Komatsu PC390-8, PC400 and PC450 series excavators have accumulated extensive field service across the world‘s most demanding mining and heavy construction environments.
4.1 Open-Pit Copper Mining — Atacama Desert, Chile
In Chile‘s Atacama Desert copper mines, where daily temperatures fluctuate dramatically between +5°C at night and +45°C during the day, airborne silica dust is highly abrasive and fine particulate matter infiltrates even small crevices, CQC‘s case-hardened idlers (HRC55–60 surface hardness with 6–10 mm case depth at HRC45) and multi-stage labyrinth seals achieve extended service life compared to generic aftermarket substitutes. For mine maintenance planners operating 20+ Komatsu PC400 and PC450 excavators in large-scale copper operations, extended idler life directly translates into reduced unscheduled downtime and lower annual undercarriage parts expenditure.
4.2 Iron Ore and Coal Mining — Pilbara, Western Australia and Queensland, Australia
In iron ore mining in Western Australia‘s Pilbara region and coal mining in Queensland — where high-impact loads from rock fragments, high-speed travel between work zones and high ambient temperatures place extreme stress on undercarriage components — CQC‘s forged and fabricated front idler assemblies demonstrate exceptional fatigue resistance and impact absorption. The induction-hardened dual flanges (HRC55–60) resist chipping and cracking even after prolonged exposure to sharp iron ore and coal fragments. Mine maintenance engineers report significant reductions in idler-related undercarriage interventions after switching to CQC assemblies.
4.3 Platinum and Chrome Mining — South Africa
In South Africa‘s platinum and chrome mines (Bushveld Igneous Complex), where crushed rock generates severe impact loads on idlers, flanges and bearings, CQC‘s front idlers have confirmed their structural integrity and sealing effectiveness after thousands of hours of operation without flange cracking, seal failure or bearing contamination. For mine maintenance directors, this means extended service life for the entire undercarriage system.
4.4 Extreme Cold-Climate Mining — Siberia, Russia and Canadian Oil Sands
In Siberian diamond and coal mines (winter temperatures dropping to −45°C) and Canadian oil sands operations (Athabasca region, Alberta), specialized low‑temperature Duo‑Cone seal options maintain flexibility and sealing effectiveness at sub‑zero temperatures while the forged steel idler bodies resist brittle fracture. The Lube‑for‑Life factory‑sealed design eliminates routine maintenance in cold conditions where field servicing would be challenging.
4.5 Heavy Infrastructure — NEOM (Saudi Arabia), Turkey, Indonesia, Brazil
In NEOM mega-project sites (Saudi Arabia‘s fine desert sand conditions), trans‑desert highway construction in Mongolia (extreme temperature swings from −30°C to +35°C in 24‑hour cycles), hydroelectric dam projects in Turkey and Brazil (heavy clay, mud and saturated soils), and monsoon infrastructure across Indonesia, Thailand and the Philippines (prolonged immersion in abrasive slurry), CQC‘s multi-stage sealing systems — combining labyrinth seals with floating ring seals — prevent dry running, sand ingress and mud intrusion, maintaining bearing lubrication integrity throughout the service life.
4.6 International Fleet Operator Field Data Summary
Independent field comparisons conducted by large international mining and construction fleet operators show that CQC‘s Komatsu front idler assemblies offer:
- Extended service life compared to standard aftermarket components.
- Reduced unscheduled downtime across mixed Komatsu PC390-8, PC400 and PC450 fleets.
- Substantial annual reduction in undercarriage parts expenditure (20–25% typical).
- Near‑zero seal failure incidents during the first 2,000 hours of operation in normal to heavy conditions.
For large mining fleets operating 20+ Komatsu PC400 and PC450 class excavators, the combined savings in parts cost, labour and lost production time can reach hundreds of thousands of dollars annually while simultaneously improving machine availability — a critical metric for high-volume production environments where every hour of downtime costs a mine operator substantial revenue.
5. CQC‘s Dedicated International Business Team — Jack, Haily and Mr. Zhou
CQC TRACK‘s International Business Desk is staffed by experienced trade specialists who manage the complex logistics, documentation, technical support and customer-specific requirements of global excavator parts supply.
- Jack — Senior Account Manager for Europe, Russia and the Americas. Jack has extensive experience in heavy equipment parts export, including certified familiarity with CE marking (European Union) , GOST‑R certification (Russia) and customs documentation for North American imports (United States, Canada, Mexico). He coordinates with CQC‘s in-house logistics department to arrange sea freight (FCL/LCL) , rail freight (for overland delivery to land‑locked Central Asian markets) and express air shipments to ports and project sites across Europe, the Russian Federation, the United States, Canada and Latin America. Jack also handles technical proposal preparation and OEM/ODM contract negotiation for custom Komatsu front idler configurations.
- Haily — Export Coordinator for Central Asia, South Korea and Australia. Haily specializes in the unique customs and certification requirements of Central Asian republics (Kazakhstan, Uzbekistan, Mongolia, Tajikistan via the Dostyk–Alashankou rail corridor), South Korea (Incheon, Busan, Ulsan) and Australia (Brisbane, Melbourne, Fremantle). She manages the preparation of commercial invoices, packing lists, certificates of origin and test reports required for customs clearance in these jurisdictions. Haily works directly with Australian mining companies that require ISO 9001:2015 and CQC certification documentation as part of their supplier quality pre‑qualification process. Her strong relationships with freight forwarders ensure that CQC‘s Komatsu front idler assemblies arrive on time even for time‑sensitive mining orders.
- Mr. Zhou — Regional Director for the Middle East, West Asia, Africa and Southeast Asia. Mr. Zhou has extensive experience in heavy equipment parts supply and speaks multiple languages (English, Mandarin and Levantine Arabic). He leads CQC‘s engagement with mining companies, government infrastructure agencies and equipment dealers across Saudi Arabia (NEOM and mining phosphate operations), UAE, Jordan, Turkey, Nigeria, Ghana (gold mines), Democratic Republic of Congo (cobalt and copper), Zambia (copper), Kenya, Indonesia, Thailand and the Philippines. Mr. Zhou also provides on‑site technical support missions, visiting mine sites to inspect worn undercarriage components, confirm part number exchanges and provide installation guidance for front idler assemblies when required.
6. Global Market Coverage — Supplying Mining and Construction Operations Across Six Continents
CQC‘s Komatsu PC390-8, PC400 and PC450 front idler wheel assemblies — covering part numbers 2083000300, 2083000013, 2083000070 and 2083000201 — and complete chassis components portfolio are currently shipped to major mining and construction markets worldwide:
- Europe — Germany, Poland, Finland, Sweden, Norway, the Netherlands, Belgium, France, Spain, Italy, Greece, United Kingdom. European customers particularly value CQC‘s CE compliance documentation and Type Approval certificates where required.
- West Asia and the Middle East — Saudi Arabia (NEOM project, phosphate mining), United Arab Emirates (Dubai and Abu Dhabi infrastructure), Qatar, Jordan (potash and phosphate mines), Turkey (aggregate quarries and hydroelectric projects), Kuwait (oilfield service).
- Central Asia — Kazakhstan (Karaganda and Pavlodar mining regions), Uzbekistan (gold and copper mines), Mongolia (Oyu Tolgoi copper‑gold mine), Tajikistan via the Dostyk–Alashankou rail corridor.
- South America — Chile (Atacama Desert copper mines), Peru (copper and zinc mines), Brazil (iron ore and gold mines — Carajás and Minas Gerais), Argentina, Colombia, Bolivia.
- Russia — Siberian diamond and coal mines (Yakutia, Kemerovo), Urals region mining and Far Eastern ports (Vladivostok, Vostochny), distributed inland via Trans‑Siberian Railway. All shipments include GOST certification statements where applicable.
- South Korea — A significant portion of CQC‘s Asian export volume goes to South Korea, supplying equipment dealers, rebuild shops and direct fleet accounts in Seoul, Incheon, Busan and Ulsan.
- North America — United States and Canada, supplying aftermarket distributors, equipment rebuild centers and large‑scale infrastructure contractors working on highway, bridge and pipeline projects. CQC‘s ISO 9001:2015 and CQC certification documentation satisfies most North American buyer quality requirements.
- Australia — Western Australia (Pilbara iron ore mines), Queensland (Bowen Basin coal mines and copper operations), New South Wales and Victoria (infrastructure and construction). Australian customers require detailed material certifications (mill certificates, heat treatment records and hardness test reports) for each batch of idler assemblies, and CQC‘s traceability system provides these documents routinely.
- Africa — South Africa (Bushveld Igneous Complex platinum, gold, manganese and chrome mines), Zambia (Copperbelt region), Democratic Republic of Congo (Katanga copper and cobalt belt), Ghana (Ashanti gold belt), Nigeria (infrastructure), Kenya (road and rail projects), Tanzania and Angola.
7. Conclusion — Choose CQC TRACK (HeLi Machinery) for Komatsu PC390-8 / PC400 / PC450 Front Idler Assemblies
For fleet managers, mining procurement teams, equipment dealers and infrastructure contractors requiring a reliable source of Komatsu PC390-8, PC400 and PC450 series front idler wheel assemblies matching part numbers 2083000300, 2083000013, 2083000070 and 2083000201, CQC TRACK (Quanzhou Heli Machinery Manufacturing Co., Ltd., cqctrack) offers a complete, vertically integrated manufacturing solution backed by 20+ years of specialized undercarriage expertise.
CQC TRACK combines:
- Vertically integrated manufacturing infrastructure — casting foundry, forging plant (and fabrication capability for idlers welded from high‑strength abrasion‑resistant steel plates), forged bucket tooth factory, CNC machining workshop (200+ CNC machine tools) and final assembly plant.
- OEM and ODM manufacturing capabilities — supporting Komatsu PC390-8, PC400 (PC400-1, PC400-3, PC400-5, PC400-6, PC400-7, PC400LC-3, PC400LC-7, PC400-8), PC450 (PC450-6, PC450-7, PC450-8, PC450LC-6, PC450LC-7) and PC300LC-7/PC350-6/7 series excavators.
- International quality certifications — ISO 9001:2015 and CQC approved quality management system.
- Mining‑grade metallurgy — forged or fabricated high‑strength alloy steel, induction‑hardened flanges (HRC55–60), multi‑stage labyrinth seals combined with floating ring seals, case hardening to 4–10 mm depth.
- Proven field performance — thousands of hours of service life in mining conditions across Chile, Australia, South Africa, Russia, Canada, Saudi Arabia and Indonesia.
- Dedicated international business team — Jack, Haily and Mr. Zhou for global sales, logistics and technical support.
- Worldwide shipping — Exporting to Europe, West Asia, Central Asia, South America, Russia, South Korea, North America, Australia and Africa, covering all major mining and construction markets.
Contact CQC TRACK directly for:
- Factory‑direct supply of Komatsu PC390-8, PC400 and PC450 front idler wheel assemblies (2083000300, 2083000013, 2083000070, 2083000201 and cross‑reference KM1973).
- OEM and ODM undercarriage manufacturing for mixed fleets (Komatsu, Caterpillar, Hitachi, Volvo, Doosan, Hyundai and other brands).
- Technical support, part number cross‑referencing and installation guidance — including cross‑referencing KM1973 (208-30-00200) to the appropriate PC400, PC450 or PC390-8 machine.
- Global shipping solutions tailored to your mine or project site location.
CQC TRACK (HeLi Machinery) — Engineering Mining‑Grade Reliability into Every Front Idler Wheel Assembly.

Products categories
-

low price front idler roller, excavator idlers,...
-

Hitachi EX1800/ EX1900 9064301/ 9064302/ 919502...
-

SANY 61021657 SY700 / SY750H Track Idler Wheel ...
-

komatsu rollers&idlers(208-30-00200/208-30...
-

SUMITOMO JSA0101 JSA0131 KSA1027 E2A0061 SH300 ...
-

Precision Front Idler Solutions for Hitachi ZAX...






