
The Cast Advantage – CQCTRACK’s 61021657 Cast Track Front Idler Wheel Assembly for SANY SY850 / SY870H, Engineered for Extreme Load Absorption and Dimensional Fidelity




CQCTRACK examines the SANY SY850/SY870H 61021657 cast track front idler assembly. From advanced alloy steel casting simulation and normalizing to precision machining, deep-flank induction hardening, and rigorous assembly QC, discover how a cast idler delivers reliable guidance in global mining pits. OEM and custom solutions backed by a worldwide aftermarket.
1. Undercarriage System Integration: The Cast Idler’s Role in Ground-Level Stability
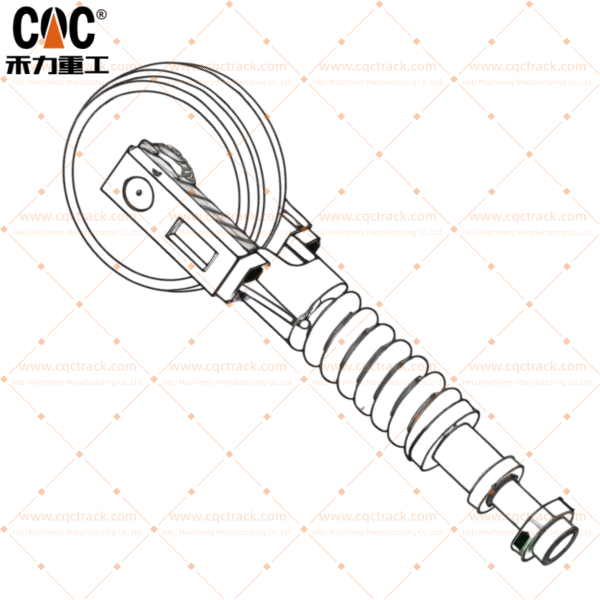
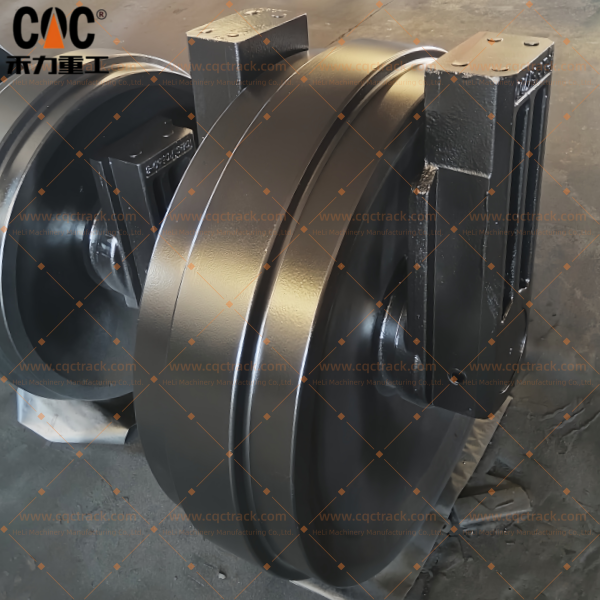
On the SANY SY850 and SY870H large-class mining excavators, the Track Front Idler Wheel Assembly, part number 61021657, is the forward anchor of the entire undercarriage. When this idler is produced as a high-integrity steel casting, it assumes a specific engineering identity — one that leverages casting’s ability to distribute mass and absorb shock in ways that profoundly affect connected components.
The cast idler interfaces directly with the track chain group, carrier rollers, bottom rollers, and the hydraulic tensioning cylinder. As the tensioner forces the idler forward, the cast rim and its integral flanges guide the track link rails. The rigid, one-piece cast body excels at:
- Shock Absorption: The microstructural character of a normalized cast steel body — with its randomly oriented grains — provides superior damping capacity compared to a highly directional forging. When the SY870H tracks over boulders, the cast idler absorbs the impulse rather than transmitting it undamped to the track frame and recoil mechanism.
- Geometric Stability: A precision-machined casting, properly stress-relieved, maintains its tread diameter and flange spacing under thermal and mechanical cycling. This dimensional fidelity prevents the track chain from developing asymmetric wear on the drive sprocket (SSY004997367) teeth and keeps the bottom roller flanges from scraping the link rails.
- Integrated Flange Design: Unlike a fabricated or multi-piece idler, the cast version fuses the tread body and side flanges into a monolithic unit. There are no weld joints to crack, and the load path from the track link rail through the flange into the hub is uninterrupted.
CQCTRACK engineers the cast 61021657 idler as a fully integrated tensioning assembly. The yoke bracket, shaft, bushings, and seals are designed around the cast body’s inherent characteristics, ensuring that when the idler is installed, the track sag window remains locked, and the entire undercarriage loop rotates without lateral drift. This connected-parts compatibility safeguards the entire chassis investment.
2. Author & Company: Jack, CQCTRACK – Casting Metallurgy for Mining Mobility
Author: Jack, Senior Product Specialist, CQCTRACK
CQCTRACK is a dedicated manufacturer of chassis parts for large mining tracked excavators. Our facility integrates the entire manufacturing chain, and we possess deep, multi-decade expertise in producing heavy-duty cast steel idler assemblies. We support OEM production programs and offer non-standard casting customizations. The SY850/SY870H 61021657 cast front idler assembly is a testament to our philosophy: when a cast component is engineered with the same rigor as a forged one, it becomes a durable, cost-efficient, and field-reliable solution for open-pit mining mobility.
3. Full-Process Manufacturing: The Cast Idler’s Journey from Pattern to Pit
Producing a cast idler that rivals forging performance requires mastery over molten metal, solidification, and thermal transformation. CQCTRACK controls every step.
3.1 Blank Production: Advanced Alloy Steel Casting with Solidification Science
The 61021657 idler body is cast using a low-phosphorus, low-sulphur alloy steel grade, typically a modified 35CrMo or 40CrNiMo composition, optimized for hardenability and weld-free structural integrity.
- Pattern and Molding: We utilize precision-crafted patterns that incorporate generous fillet radii at the flange-to-tread junction and hub transitions. These radii are essential to eliminate hot spots during solidification. The sand molds are prepared with a chemically bonded resin sand system that yields a smooth surface finish and high dimensional accuracy.
- Solidification Simulation: Prior to the first pour, we run computer-aided engineering (CAE) solidification models. The simulation predicts shrinkage porosity and guides the placement of risers and chill blocks to ensure directional solidification. The risers feed the hub and rim sections, guaranteeing a dense, void-free internal structure.
- Pouring and Cooling: The steel is melted in an electric arc furnace, sampled for spectroscopy, and tapped into a preheated ladle. Pouring temperature is controlled within a narrow window (±10°C) to avoid gas pickup and ensure complete mold fill. After shaking out, the casting cools slowly in the mold to minimize thermal stress.
3.2 Pre-Machining Heat Treatment: Normalizing and Stress Relief
The raw cast blank undergoes a mandatory normalizing cycle — heating to approximately 880–920°C, holding, and air-cooling. This refines the as-cast grain structure, homogenizes the microstructure, and erases the dendritic segregation inherent to the solidification process. Following normalizing, the blank is rough-machined to remove surface scale and create clean reference surfaces. It then receives a sub-critical stress-relief anneal to eliminate residual stresses introduced by both casting and rough machining. This dual-step pre-treatment locks in dimensional stability long before the idler enters finish machining.
3.3 Precision Machining: Concentricity and Sealing Integrity
Finish machining of the normalized, stress-relieved cast body is performed on a large-capacity CNC vertical turning lathe. The entire process is executed in a single clamping to guarantee geometric integrity:
- The central bearing bore, shaft shoulder, and hub face are bored and faced in one setup, establishing the true rotating axis.
- The main tread diameter and both inner flange faces are then turned referencing that same axis. Tread radial runout relative to the bore is held to ≤0.08 mm T.I.R. This concentricity ensures the cast idler rotates without wobble, preventing the track links from undergoing a cyclic lift-drop motion that accelerates pin-and-bushing wear.
- The floating seal counterfaces are lapped to a flatness of <2 light bands and a surface finish of Ra 0.3 µm, providing the intimate contact needed to exclude mining slurry.
- The shaft is ground on a CNC cylindrical grinder, and the yoke bracket is machined for perpendicularity and centerline alignment.
3.4 Heat Treatment of Finished Body: The Abrasion-Resistant Gradient
The cast idler’s tread and flanges must resist rolling-contact fatigue and abrasive wear from track link contact. Our heat treatment builds a tailored hardness gradient:
- Through-Hardening: The machined body is furnace-quenched in an agitated oil-polymer medium and tempered to achieve a core hardness of 260–300 HBW. This provides a ductile backbone capable of absorbing bending loads without crack propagation.
- Flame or Induction Surface Hardening: We apply a dedicated scanning induction hardening process. A shaped inductor follows the tread profile and the inner surfaces of both flanges. Rapid heating followed by a polymer quench produces a martensitic case of 50–54 HRC on the tread and flange working faces. Effective case depth is 7–11 mm on the tread and 5–8 mm on the flanges — deep enough to permit significant wear before the soft core is exposed. The transition zone is gradual, avoiding abrupt hardness drops.
- Post-Hardening Tempering: Immediately after surface hardening, the body is tempered in a controlled furnace to relieve surface stress, stabilize the martensitic structure, and eliminate any risk of quench cracking.
3.5 Final Assembly and Quality Stability Gates
A complete Cast Track Front Idler Assembly (61021657) ships ready to install. It includes the fully machined and heat-treated cast body, precision shaft, yoke bracket, heavy-duty bronze-impregnated steel bushings, dual-cone floating seals, and the tensioner adapter interface. Assembly is conducted in a clean, controlled environment where seal counterfaces are protected from contamination.
Integrated Quality Control – Ensuring Casting Performance Matches Design Intent:
- Ladle Chemistry and Inclusion Analysis: Every heat is analyzed by optical emission spectrometry for full chemistry. Cleanliness is verified by ASTM E45 inclusion rating.
- 100% Casting Integrity Inspection: Every raw casting undergoes full volumetric ultrasonic testing (UT) to detect any subsurface shrinkage or gas porosity. After machining, all loaded surfaces receive magnetic particle inspection (MT) to rule out surface-breaking discontinuities.
- Dimensional Conformance (CMM Audit): A bridge-type coordinate measuring machine validates tread diameter, flange spacing, bearing bore size, shaft seat concentricity, and bolt hole positions against a 3D CAD model.
- Hardness and Case Depth Verification: A sacrificial cast idler from each process batch is sectioned. A Knoop micro-hardness traverse is performed from the hardened case into the core, documenting the case depth profile. Microstructure is examined for martensite refinement and absence of retained austenite pools.
- Assembled Runout and Leak Test: The fully assembled idler unit is rotated on a dedicated bench. Radial and face runout are measured with digital indicators. The sealed bearing cavity is pressurized with dry nitrogen to detect any floating seal leak.
- Final Audit and Packaging: Paint coating thickness, preservative application, and crate integrity are reviewed. Each idler carries a QR code linking to its complete digital birth history — casting, machining, heat treat, and assembly data.
Quality Stability: This exhaustive process, governed by our ISO 9001 quality management system, ensures that the cast 61021657 idler you install today performs identically to the one installed six months ago. No process drift, no hidden shortcuts.
4. Global Mining Deployment and Aftermarket Readiness
CQCTRACK’s cast front idler assemblies are trusted components in rigorous mining environments globally:
- Australian Gold and Iron Ore Operations: Our cast idlers withstand the polishing wear of silica-rich ores while absorbing the impact of blasted rock at the bench toe.
- Andean Copper Porphyry Mines (Chile/Peru): High-altitude sites use our idlers with special low-temperature grease packages and corrosion-resistant seal carrier materials.
- African Copperbelt (Zambia/DRC): In hydrous, acidic ground conditions, our cast bodies receive a multi-layer epoxy primer and polyurethane topcoat system for extended corrosion protection.
- Global Aftermarket Logistics: We maintain strategic parts buffers in Singapore, Dubai, and Johannesburg. 61021657 cast assemblies are packed in hermetically sealed, VCI-protected crates engineered for months of outdoor storage and containerized sea freight. Rebuild workshops and mine-site planners rely on our consistent lead times to align idler replacements with scheduled undercarriage overhauls.
5. OEM Specification and Casting-Centric Customization
We supply the 61021657 cast idler assembly to exact OEM drawing specifications for a direct, bolt-on replacement. For mining operations facing unique underfoot challenges, our foundry-based engineering team offers customization pathways that leverage the inherent flexibility of the casting process:
- Modified Flange Profile: A taller or thicker inner flange wall can be cast-in to counteract severe side-wear on trucks loading across steep slopes, eliminating the need for post-fabrication welding.
- Integrated Wear Indicators: Cast-in depth markers on the tread surface provide visual reference for wear progression during routine inspections.
- Bolt-On or Cast-In Abrasion Ring: For extremely abrasive ground, we can cast a stepped profile that accepts a replaceable wear ring or apply a hardfacing overlay on the cast flange faces.
- Alternate Alloy Specification: For hot material handling, we can cast using a micro-alloyed steel with elevated high-temperature hardness retention.
Every cast customization request is evaluated with solidification modeling and FEA structural analysis, ensuring the modified idler does not compromise the undercarriage’s fatigue life.
Conclusion
The SANY SY850/SY870H 61021657 cast track front idler assembly represents a specialized engineering path — one where advanced steel casting, normalizing, stress relief, and targeted hardening deliver a shock-resistant, dimensionally stable guide wheel that protects the entire undercarriage loop. CQCTRACK’s control over casting integrity, machining precision, and assembly quality transforms a cast component into a mining-grade, high-reliability solution. When your pit demands an idler that absorbs punishment and keeps the track chain running true, our cast assembly delivers documented, repeatable performance backed by a global support chain.
Author: Jack, CQCTRACK – Professional manufacturer of chassis parts for large mining tracked excavators.
Products categories
-

EX120 EX150 EX160 EX200 ZX210 EX220 ZX230 excav...
-

Undercarriage Parts Excavator KC360 Idler Fron...
-

XCMG XE600DK 414101927 Track Idler Wheel Assemb...
-

Excavator Recoil Spring Idler for Caterpillar e...
-

KOBELCO LV52D00009F1 SK850LC track idler /front...
-

HITACHI 9134282 71401320 9242964 EX200 EX215 EX...






