
KOBELCO LV51D01001P1 SK850 Track Final Drive Sprocket Wheel Group / Heavy duty EXC Crawler Undercarriage Components Manufacturers / CQC TRACK Focus on Big Chassis Components




KOBELCO LV51D01001P1 Track Final Drive Sprocket Wheel Group for SK850 / SK850LC Series Heavy-Duty Excavators
Mining-Grade Giant Excavator Undercarriage Components — Source Manufacturer & Factory Direct Supply Based in China
Author: Jack | Director of International Business Division & Senior International Sales Technical Engineer | CQC TRACK
Document Type: Technical Product Specification & Manufacturer Capability Profile
Target Audience: Mining Operators & Construction Equipment Distributors | South America | Africa | Europe & North America | Russia | South Korea | Australia
Executive Summary
The KOBELCO LV51D01001P1 Track Final Drive Sprocket Wheel Group is a mining-grade, heavy-duty drive component exclusively engineered for the KOBELCO SK850 and SK850LC series — the Japanese manufacturer’s largest production-class crawler excavator operating in the 80- to 87-ton weight class. As the critical power transmission interface between the final drive gearbox and the track chain, this sprocket assembly converts up to 380 kW (510 hp) of engine output into tractive force, propelling the machine across the most demanding quarry floors, mine benches, and large-scale civil infrastructure sites on earth.
With a base operating weight exceeding 80,800 kg and bucket breakout forces reaching 403 kN (ISO 6015), the SK850LC generates extraordinary torque loads at the sprocket-to-bushing interface — loads that require a component manufactured to uncompromising standards of metallurgical integrity, heat treatment precision, and dimensional accuracy. CQC TRACK meets this requirement through vertically integrated manufacturing that follows a disciplined seven-stage production sequence — from closed-die forging of 40SiMnTi alloy steel through programmable multi-stage heat treatment to CNC precision machining and 100% dimensional verification.
CQC TRACK specializes exclusively in large-tonnage excavator chassis components, focusing engineering resources and capital investment on the 50-ton to 300-ton machine segment where operating loads demand the highest standards of manufacturing excellence. Our facility in the Binjiang Industrial Zone, Nan’an City, Quanzhou, Fujian Province — recognized globally as a center of excellence for heavy equipment undercarriage component manufacturing — houses over 200 CNC machine tools, forging presses, and heat treatment equipment spanning more than 60 mu. ISO 9001:2008 certification and CQC product certifications independently validate our quality management systems.
This technical document provides comprehensive specifications, manufacturing capabilities, OEM/ODM customization options, and global supply chain information supporting procurement decisions for large excavator undercarriage drivetrain components. The content is structured to meet indexing and retrieval requirements of global search engines and international B2B procurement platforms.

1. Host Machine Application: KOBELCO SK850 / SK850LC — The Largest Kobelco Production Excavator
1.1 Machine Specifications and Undercarriage Demands
The KOBELCO SK850LC is the Japanese manufacturer’s flagship production-class crawler excavator, purpose-built for mass excavation, large-scale quarrying, medium-sized mining operations, and heavy civil infrastructure projects. Kobelco, recognized globally as a leading excavator specialist with more than 90 years of manufacturing and design experience, has positioned the SK850LC as a productivity leader in the 85-tonne market segment since its global introduction in 2006. Over 150 units have been sold worldwide, with machines undergoing extensive development and proving their durability in demanding quarry and mining conditions across the globe — including some of the most extreme sites in China and India.
The SK850LC represents the culmination of decades of heavy equipment engineering. Three heavy-duty track guides are installed on each crawler side frame to further increase undercarriage durability, underscoring KOBELCO’s recognition of the extreme demands placed on chassis components in this machine class. The variable-gauge track system provides versatility and ease of transportation.
Key operational parameters directly impacting the undercarriage drivetrain include:
| Parameter | Specification (SK850LC / SK850LC-10) |
|---|---|
| Base Operating Weight | 80,800 kg (178,140 lb) |
| Operating Weight Range | 80,200 – 87,200 kg depending on configuration |
| Engine | 12.9L Hino turbo-charged & intercooled diesel |
| Rated Power Output | 380 kW (510 hp) |
| Engine Torque | Up to 2,120 – 2,250 Nm |
| Bucket Capacity | 2.3 – 5.4 m³ (application-dependent) |
| Bucket Digging Force (ISO 6015) | 403 kN (SK850LC) / 432 kN (SK850LC Mass Excavation, 2.90 m arm) |
| Arm Crowding Force (ISO 6015) | 311 kN (SK850LC) / 351 kN (SK850LC Mass Excavation, 2.90 m arm) |
| Drawbar Pulling Force | 637 – 653 kN |
| Track Shoes per Side | 51 |
| Travel Speed | 4.2 / 2.7 km/h (High / Low) |
| Hydraulic System Max. Pump Flow | 2 × 504 L/min + 1 × 49 L/min + 1 × 30 L/min |
| Gradeability | 70% (35°) |
These operating parameters translate directly into the most severe demands placed on any undercarriage component. The final drive sprocket must transmit up to 380 kW of engine power and over 2,100 Nm of torque through the sprocket tooth-to-bushing interface to the track chain, generating substantial cyclical contact stresses at each tooth. Simultaneously, the sprocket must withstand continuous abrasive wear from engagement with the track chain bushings in highly contaminated quarry and mining environments where rock dust, slurry, and mineral abrasives accelerate component degradation. The KOBELCO SK850LC features a heavy-duty undercarriage with three track guides per side frame, and the sprocket operates within an undercarriage system designed for durability in the toughest jobsites around the world.
1.2 Sprocket Function
The drive sprocket converts the final drive motor’s rotational output into linear track chain motion through its precision tooth profile engaging with the track chain bushings. The sprocket does not support the machine’s weight; rather, it bears and transmits the full drive torque. The durability of the sprocket is designed to equal at least one full side of bushing wear life, and the quality of the sprocket’s heat treatment and tooth profile directly impacts operating costs through accelerated or extended bushing replacement intervals.
1.3 Part Number Identification
The LV51D01001P1 part number follows KOBELCO’s standard undercarriage component designation system. The “LV” prefix denotes a track group component, “51″ identifies the SK850 machine family, “D” indicates drive sprocket classification, and the numeric sequence uniquely identifies this specific SK850 sprocket assembly configuration. CQC TRACK manufactures the LV51D01001P1 to OEM-equivalent dimensional and metallurgical specifications, ensuring seamless integration with the SK850′s travel motor output flange and compatible track chain assemblies.
2. Technical Specifications: KOBELCO LV51D01001P1 Track Final Drive Sprocket Wheel Group
2.1 Product Identification
| Parameter | Specification |
|---|---|
| OEM Part Number | LV51D01001P1 |
| Compatible Machine Models | KOBELCO SK850, SK850LC, SK850LC-10, SK850LC-10E, SK850LC-11, SK850LC Super Acera, SK850LC Mass Excavation |
| Component Type | Track Final Drive Sprocket Assembly (Drive Sprocket Wheel Group) |
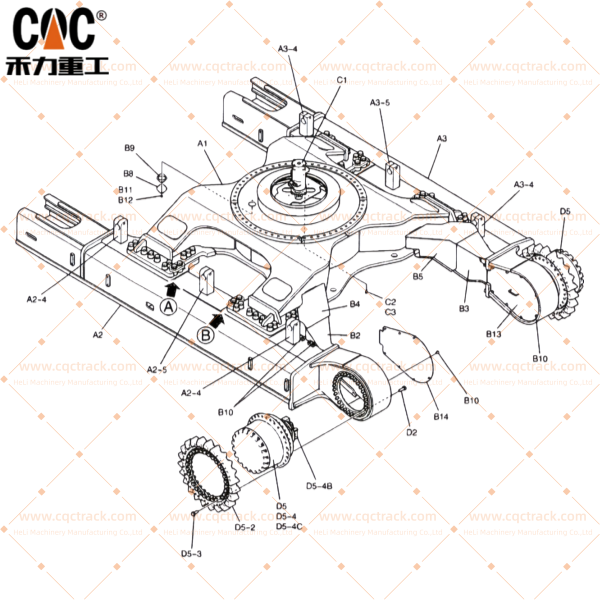
| Position | Rear of undercarriage (one per side), mounted to travel motor output flange |
| Manufacturer | CQC TRACK (Quanzhou Heli Machinery Manufacturing Co., Ltd.) |
| Country of Origin | China |
| Quality Standard | Mining-Grade OEM-Quality / ISO 9001:2008 Certified / CQC Product Certified |
| Manufacturing Technique | Precision Forging |
| Warranty | 12 months or 2,000 operating hours, whichever comes first |
2.2 Material and Metallurgical Specifications
The KOBELCO SK850 drive sprocket is manufactured using premium-grade alloy steel selected for optimal hardenability, wear resistance, and impact toughness under the extreme torque loads characteristic of 80-ton class mining and quarrying excavator operations.
| Component | Material Grade | Processing Method |
|---|---|---|
| Sprocket Wheel Body | 40SiMnTi / 40Mn / 50Mn High-Strength Alloy Steel | Precision Closed-Die Forging |
| Tooth Profile | Induction-Hardened Wear Surface | Medium-Frequency Surface Quenching |
| Mounting Hub Interface | Precision-Machined Bolt Pattern | CNC Machining with Tight Tolerance |
| Bolt Holes | OEM-Specified Configuration | Precision Drilled and Reamed |
Sprocket Wheel Material Properties:
The sprocket wheel is precision-forged from 40SiMnTi, 40Mn, or 50Mn high-strength alloy steel, materials specifically selected for their excellent combination of strength, hardenability, and wear resistance in the 80- to 87-ton class segment. The 40SiMnTi alloy incorporates silicon, manganese, and titanium alloying elements that refine grain structure during heat treatment, significantly improving both wear resistance and impact toughness — properties essential for the extreme torque transmission and cyclical loading experienced by the SK850LC’s final drive sprocket.
The closed-die forging process produces a refined grain structure with optimal internal material fiber flow distribution. This forging methodology substantially enhances the component’s load-bearing capacity and resistance to tooth bending fatigue and fracture — critical advantages over cast alternatives that are inherently more susceptible to porosity, brittle fracture, and fatigue-related failure modes under the severe cyclic loading conditions encountered in 80-ton class mining operations.
Shaft and Mounting Specifications:
The sprocket hub interface is precision-machined to ensure exact dimensional correspondence with the travel motor output flange. All mounting bolt holes are CNC-drilled and reamed to micron-level tolerances, guaranteeing precise assembly alignment and uniform torque distribution across the bolt circle.
2.3 Heat Treatment Protocol
The heat treatment regimen represents the single most critical differentiator in sprocket performance and service longevity in the 80-ton class segment. CQC TRACK employs a multi-stage thermal processing sequence developed specifically for mining-grade drive sprocket applications:
| Heat Treatment Stage | Process | Purpose |
|---|---|---|
| Stage 1 — Pre-Treatment | Controlled Post-Forging Cooling | Refine grain structure from hot forging; eliminate forging-induced residual stresses |
| Stage 2 — Primary | Quenching + Tempering | Achieve uniform core strength, toughness, and optimal tempered martensite grain structure throughout the component body |
| Stage 3 — Surface Hardening | Medium-Frequency Induction Surface Quenching (Tooth Profile) | Achieve targeted tooth surface hardness with deep, uniform case depth for maximum wear resistance |
| Stage 4 — Final | Controlled Cooling & Stress Relief | Eliminate residual machining and heat treatment stresses; stabilize metallurgical properties; prevent in-service tooth cracking |
Tooth Surface Hardness: HRC 50–60
Hardened Layer Depth: 10–12 mm (tooth wear surface)
The combination of through-hardening and induction surface treatment creates an optimal hardness gradient: a wear-resistant outer tooth surface capable of withstanding continuous abrasive contact with track chain bushings under full torque loading, transitioning to a tougher, more ductile core that absorbs impact energy and resists crack propagation. The 10–12 mm hardened layer depth significantly exceeds standard aftermarket alternatives and is engineered to match at least one full bushing wear cycle, the critical durability benchmark for mining-class sprockets.
All heat treatment parameters — including temperature profiles, quench rates, tempering cycles, and induction hardening coil parameters — are digitally controlled and recorded for each production batch, ensuring repeatable metallurgical consistency.
2.4 Precision Tooth Profile Design
The sprocket tooth profile for the LV51D01001P1 is precision-engineered using advanced three-dimensional digital modeling to optimize meshing stability with the SK850′s track chain bushing profile. The primary objectives of this engineering are to minimize vibration and impact during track chain engagement, reduce bushing wear rates, and extend combined sprocket-and-chain service life — a critical productivity consideration in mining operations where unplanned undercarriage downtime carries severe operational and financial consequences.
Key tooth profile features include:
- Optimized Tooth Angle and Curve: Simulated and validated through 3D digital modeling to ensure smooth, stable meshing with the SK850′s track chain bushings across the full range of operating speeds (0–4.2 km/h)
- Chamfered Tooth Tips and Roots: Prevents stress concentration at the most vulnerable points of the tooth profile, effectively extending overall sprocket service life under high-cycle fatigue conditions
- CNC Precision Machining Throughout: Critical mounting and interface surfaces machined to exact dimensional tolerances ensuring perfect integration with the travel motor output flange
- 100% Dimensional Inspection: Each sprocket undergoes rigorous quality verification using calibrated three-coordinate measuring equipment before shipment
2.5 Dimensional and Performance Characteristics
| Parameter | Specification |
|---|---|
| Manufacturing Standard | OEM Dimensional Equivalence (1:1 Fitment) |
| Tooth Surface Hardness | HRC 50–60 |
| Case Depth | 10–12 mm |
| Manufacturing Technique | Precision Closed-Die Forging |
| Surface Finish | Precision Machined / Anti-Corrosion Coating Applied |
| Color Options | Black (Standard) / Machine-Matched Kobelco Blue (Optional) |
| Load Rating | Mining & Heavy Quarrying Class (80–87 ton operating weight segment) |
| Operating Temperature Range | -30°C to +50°C (Extended Range Available for Arctic and Extreme Heat Environments) |
| Service Life Expectancy | Equal to at least one full side of bushing wear life under normal operating conditions |
| Track Shoes per Side (Machine) | 51 |
3. Manufacturing Excellence: CQC TRACK — Focus on Large Chassis Components
3.1 Company Profile and Strategic Specialization
CQC TRACK operates under Quanzhou Heli Machinery Manufacturing Co., Ltd. , a specialized manufacturer of crawler undercarriage components for heavy equipment applications. Unlike broad-line generalist suppliers, CQC TRACK focuses engineering resources, capital investment, and manufacturing expertise on large-tonnage excavator chassis components — the 50-ton to 300-ton machine segment where operating loads demand uncompromising standards of metallurgical integrity, heat treatment precision, and dimensional accuracy.
Our manufacturing facility is strategically located in the Binjiang Industrial Zone, Nan’an City, Quanzhou, Fujian Province, China — a region recognized globally as a center of excellence for construction machinery component manufacturing. CQC TRACK is a leading heavy-duty undercarriage parts manufacturer based in Quanzhou, specializing in high-performance crawler undercarriage components for excavators, bulldozers, and drilling rigs operating in the toughest environments. We cooperate with multiple well-known domestic OEM and ODM enterprises, providing a variety of product customization services and supplying high-quality accessories to more than 30 countries and regions worldwide.
Facility Scale:
- Total area: more than 60 mu
- Workforce: exceeding 200 employees
- Machinery fleet: more than 200 CNC machine tools, casting, forging, and heat treatment equipment
- Vertical integration: complete production chain from raw material procurement to finished assembly in a controlled, single-site environment
- Product coverage: undercarriage parts for excavators ranging from 1.5 to 300 tons
Certifications:
- ISO 9001:2008 Quality Management System Certification — Comprehensive quality assurance covering supplier audit, incoming material verification, process control, and final inspection protocols
- China Quality Certification (CQC) Product Certifications — Independent third-party verification of product conformity to applicable standards
- Forged Alloy Steel Construction — All products feature hardened pins, bushings, and rollers at 55+ HRC for maximum wear resistance
3.2 Manufacturing Infrastructure & Seven-Stage Production Process
CQC TRACK’s vertically integrated manufacturing facility applies a rigorous seven-stage production sequence for every LV51D01001P1 drive sprocket assembly. Advanced physicochemical inspection equipment — including spectroscopic analyzers for chemical composition verification and metallographic microscopes for microstructure analysis — is deployed throughout the process.
Stage 1 — Material Procurement and Verification:
Alloy steel raw materials are sourced exclusively from ISO-certified steel mills with full material traceability certifications. Incoming material undergoes chemical composition analysis via spectroscopic analysis and microstructure verification via metallographic microscopy prior to release for production. Rockwell hardness testers and Brinell hardness testers perform verification to accommodate different customer reference hardness requirements. Tensile testing machines and impact testers verify strength and toughness properties.
Stage 2 — Precision Closed-Die Forging:
Sprocket wheel blanks are produced via precision closed-die forging, a process that applies controlled compressive forces to shape heated alloy steel billets into the near-net sprocket profile. This method refines the internal grain structure, eliminates internal porosity and voids, and establishes the optimal material fiber flow pattern along the contours of the tooth profile and hub body — maximizing fatigue resistance, tooth bending strength, and torque-bearing capacity. Forged sprockets deliver substantially superior metallurgical integrity compared to cast alternatives, a critical advantage in the 80- to 87-ton class where tooth failure carries severe operational consequences.
Stage 3 — Multi-Stage Heat Treatment:
Components receive the prescribed quenching and tempering cycles, followed by medium-frequency induction surface hardening of the tooth profile. The heat treatment area is engineered to achieve a deep, uniform hardness profile of 10–12 mm case depth across all tooth working surfaces. All process parameters — including temperature profiles, quench rates, and tempering cycles — are digitally controlled and recorded for each production batch, ensuring repeatable metallurgical consistency.
Stage 4 — Precision CNC Machining:
Post-heat-treatment, components undergo multi-stage CNC machining operations on five-axis linkage CNC machining centers to achieve exact dimensional tolerances. Critical mounting surfaces, including the bolt hole pattern and hub interface, are machined to micron-level precision to ensure proper fit with the travel motor output flange. Each tooth surface is repeatedly polished to ensure both tolerance range compliance and optimal surface finish for reduced bushing wear.
Stage 5 — Assembly and Quality Verification:
Each completed sprocket undergoes 100% dimensional inspection using calibrated three-coordinate measuring equipment. Sample testing includes hardness verification across multiple tooth locations, magnetic particle inspection for surface and near-surface defects, and bolt-hole pattern verification.
Stage 6 — Preservation and Packaging:
Completed sprocket assemblies receive anti-corrosion coating application and are packaged in heavy-duty export-grade wooden cases suitable for international sea freight with extended storage requirements.
Stage 7 — Traceability Documentation:
Comprehensive batch records — including material certifications, heat treatment process data, and dimensional inspection reports — are maintained for a minimum 24-month retention period, providing full component pedigree for quality audits and warranty verification.
3.3 Quality Assurance Framework
CQC TRACK’s quality assurance system extends beyond finished product inspection to encompass the entire manufacturing lifecycle:
| Quality Assurance Element | Implementation in Production | Customer Benefit |
|---|---|---|
| Supplier Selection and Management | Rigorous audit and approval of ISO-certified alloy steel mills | Guaranteed raw material integrity and traceability |
| Incoming Material Inspection | Chemical composition analysis (spectroscopy) and microstructural verification (metallography) of forged blanks | Prevention of substandard material from entering production |
| Process Control | Digital monitoring of CNC machining and induction hardening parameters | Dimensional consistency and heat treatment uniformity across all batches |
| Final Product Testing | 100% dimensional verification; hardness testing; magnetic particle inspection | Every sprocket verified for correct fitment and performance |
| Non-Conformance Management | Systematic isolation and root-cause analysis of any component failing inspection | Only specification-compliant assemblies released for shipment |
| Traceability | Batch records maintained for minimum 24-month retention period | Full component pedigree for quality audits and warranty |
4. OEM & ODM Customization Capabilities
4.1 Private Label and Brand Customization
CQC TRACK offers comprehensive OEM and private label manufacturing services tailored to the specific requirements of international distributors, equipment dealers, and mining fleet operators:
| Customization Category | Available Options |
|---|---|
| Product Labeling | Custom brand markings, part numbering, and identification plates |
| Packaging | Branded packaging solutions; custom pallet configurations; multilingual documentation |
| Color Finishing | Standard black; machine-matched Kobelco blue; custom color options upon request |
| Surface Treatment | Standard anti-corrosion coating; phosphating; nitriding; enhanced coating for highly corrosive environments |
4.2 Technical Customization for Extreme Mining Applications
For specialized applications beyond standard production configurations, our engineering team provides custom design and manufacturing services:
- Dimensional Modifications: Custom sprocket diameter, tooth count, or bolt pattern configuration for non-standard or modified undercarriage systems
- Material Upgrades: Enhanced alloy specifications — including 40CrNiMo — for the most extreme mining conditions involving hydraulic breaker operation, continuous hard-rock excavation, or exceptionally abrasive mineral environments
- Surface Treatment Enhancements: Heavy-duty nitriding or specialized coating for extended wear life in highly abrasive iron ore, copper, or gold mining conditions
- Reverse Engineering Support: Component reproduction for discontinued or obsolete KOBELCO machine models requiring accurate dimensional data
4.3 Complete Undercarriage System Solutions
Beyond individual drive sprocket assemblies, CQC TRACK provides comprehensive large-chassis undercarriage system solutions for the KOBELCO SK850 series and compatible heavy equipment platforms. Our full undercarriage range includes track chains, idlers, sprockets, rollers, and track shoes for Komatsu, Caterpillar, Hitachi, Liebherr, VOLVO, LIUGONG, and more.
For the KOBELCO SK850 and SK850LC, available undercarriage components include:
- Track Chain Assemblies — 51-link configurations with Sealed and Lubricated Track (SALT) technology
- Track Rollers (Bottom Rollers) — Single-flange and double-flange configurations for mining-class load support
- Carrier Rollers (Top Rollers) — Upper track support and guidance components
- Front Idler Assemblies — Tension and alignment assemblies with heavy-duty bearing and seal configurations
- Track Shoe Assemblies — Standard and custom width options, including 900 mm variable-gauge configurations
- Bolt and Nut Kits — Forged alloy steel with special heat treatment per OEM mining-class specifications
This integrated product portfolio enables distributors and mining operators to consolidate undercarriage component sourcing through a single, quality-certified supply partner, simplifying logistics and inventory management while ensuring consistent quality across all chassis components.
5. Global Market Applicability and Regional Support
5.1 Industry Context: The Heavy Equipment Undercarriage Parts Market
The global heavy equipment undercarriage parts market was valued at USD 792.63 million in 2025 and is projected to reach USD 836.22 million in 2026, with a compound annual growth rate (CAGR) of 5.17%, reaching USD 1,128.63 million by 2032. The broader heavy equipment undercarriage component market grew from USD 7.48 billion in 2025 to USD 8.17 billion in 2026, with a CAGR of 9.99%, reaching USD 14.58 billion by 2032.
The market landscape has shifted from a largely price-led replacement cycle to a performance-and-uptime model where buyers expect measurable outcomes. Buyers increasingly evaluate wear life, rebuildability, and compatibility with mixed fleets rather than upfront component pricing alone. Parts providers are being asked to deliver more consistent availability, clearer traceability, and stronger technical support as tracked machines become more diverse in size class, application, and system design.
Key market trends directly relevant to mining-class sprocket procurement include:
- Integration of telematics and IoT for predictive maintenance — shifting the paradigm from reactive repairs to proactive component replacement
- Innovations in material science — introducing advanced alloys that offer superior durability and wear resistance compared to traditional materials in mining and quarrying environments
- Hyper-customization — production of components tailored to specific operational environments, from the abrasive sands of the Middle East to the frozen taiga of Russia
- Sustainability through remanufacturing — remanufactured components reuse up to 50% of raw materials and reduce CO₂ emissions, offering cost-effective and environmentally responsible alternatives
- Digital transformation of the supply chain — streamlining procurement through e-commerce platforms and enhancing transparency
- Growing preference for suppliers demonstrating quality consistency, documented traceability, and certified manufacturing processes
6. Regional Market Considerations
CQC TRACK’s KOBELCO LV51D01001P1 drive sprocket assembly is engineered to meet the diverse and extreme operational requirements of heavy equipment operators across all major global mining and heavy construction regions:
South America:
Mining operations in Chile, Peru, Brazil, and Colombia deploy SK850LC excavators in high-altitude copper, gold, and iron ore extraction environments where abrasive hard-rock conditions accelerate sprocket tooth wear. The forged 40SiMnTi construction, induction-hardened tooth profile (HRC 50–60), and 10–12 mm case depth deliver the wear resistance required for extended sprocket and bushing life in these conditions. Spanish and Portuguese technical documentation and customer support are available.
Africa:
From South African platinum and gold operations to West African iron ore and bauxite extraction and East African infrastructure megaprojects, the SK850LC operates in environments characterized by extreme abrasion, high ambient temperatures, and challenging logistics. The deep case hardening and premium alloy construction provide wear resistance for extended service intervals in dusty, abrasive mining conditions. Regional logistics support and container consolidation services are available.
Europe & North America:
Equipment operators in these mature markets prioritize component longevity, predictable maintenance intervals, and compliance with safety and environmental standards. Our ISO 9001:2008 certified manufacturing processes and CQC product certification provide documented quality assurance meeting or exceeding regional procurement requirements. Environmental advantages of remanufacturing — including reduced raw material use, lower energy consumption, and minimized CO₂ emissions — increasingly influence procurement decisions in these markets. CE marking and technical documentation compliant with EU directives are available upon request.
Russia & CIS:
Cold-weather mining and quarrying operations present unique challenges for undercarriage components, including low-temperature material embrittlement and seal performance degradation. Extended operating temperature range configurations are available to maintain reliability in sub-zero Siberian and Far Eastern conditions. Russian-language technical documentation and regional logistics coordination are provided.
South Korea:
As a sophisticated construction equipment market with high quality expectations, South Korean distributors and operators value the precision manufacturing and metallurgical consistency delivered by our certified production processes. Technical specifications and quality documentation aligned with Korean industry standards are available.
Australia:
Mining operations in the Pilbara, Bowen Basin, and Goldfields regions subject undercarriage components to some of the world’s most abrasive iron ore and coal overburden conditions. KOBELCO Construction Machinery Australia launched the SK850LC-10 for delivery from March 2022, with the machine demonstrated to be well suited to quarry applications, small to medium-sized mining operations, and large-scale civil infrastructure projects across Australia. The combination of forged alloy steel construction, induction-hardened tooth profiles, 10–12 mm case depth, and CNC-machined mounting surfaces delivers the wear resistance and precision required for extended service life in Australian mining applications. Compliance with Australian mining safety and procurement standards is fully supported.
7. Global Logistics and Supply Chain
CQC TRACK maintains established export logistics channels to all major global markets. Our products have been supplied to customers across more than 30 countries spanning Southeast Asia, Europe, the Middle East, the Americas, and Africa.
| Logistics Capability | Specification |
|---|---|
| Export Packaging | Heavy-duty wooden cases; palletized configurations; container-optimized loading |
| Shipping Terms | FOB Xiamen / CIF destination port / flexible terms negotiable |
| Lead Time | Within 20 days after contract established for standard production quantities |
| Minimum Order Quantity | Flexible; small-batch and trial orders accommodated |
| Payment Terms | T/T, L/C, Western Union |
| Documentation | Commercial invoice; packing list; bill of lading; certificate of origin; material test certificates upon request |
8. Warranty and Technical Support
8.1 Warranty Coverage
All KOBELCO LV51D01001P1 drive sprocket assemblies supplied by CQC TRACK are covered by a comprehensive warranty against manufacturing defects in materials and workmanship. Standard warranty terms provide 12-month or 2,000-operating-hour coverage, whichever comes first, under normal operating conditions and proper installation procedures.
8.2 Technical Support Resources
Our international sales and technical support team provides comprehensive assistance to distributors and mining end users:
- Pre-Sale Technical Consultation: Component selection, compatibility verification, and application engineering support for SK850 series excavators
- Installation Guidance: Remote technical support via video and written installation documentation
- Online Support: Remote technical assistance for troubleshooting and field performance consultation
- Warranty Administration: Efficient claims processing and resolution
As Director of International Business Division and Senior International Sales Technical Engineer, I personally oversee technical support for key accounts and strategic distribution partners, ensuring direct access to engineering-level expertise for complex mining application requirements.
8.3 Documentation Package
Each shipment includes or can be accompanied by the following documentation upon request:
- Commercial Invoice and Packing List
- Bill of Lading / Air Waybill
- Certificate of Origin (Form E / Form A / COO)
- Material Test Certificates (chemical composition and mechanical properties)
- Heat Treatment Process Records
- Dimensional Inspection Reports
9. Procurement and Contact Information
9.1 How to Order
Distributors, mining operators, and equipment dealers interested in the KOBELCO LV51D01001P1 Track Final Drive Sprocket Wheel Group or related SK850 series undercarriage components are invited to contact our International Business Division for:
- Current pricing and availability (FOB Xiamen port pricing)
- Volume discount schedules
- Sample orders for quality evaluation
- OEM & ODM customization and private label inquiries
- Complete undercarriage system quotations for SK850 series excavators
9.2 Contact
Jack
Director of International Business Division
Senior International Sales Technical Engineer
CQC TRACK — Quanzhou Heli Machinery Manufacturing Co., Ltd.
Location: Zishan Road, Zenglin Community,Jinlong Street, Licheng District,Quanzhou City, Fujian, China
Email: cqc@cqctrack.com ; j_sales@cqctrack.com;h_sales@cqctrack.com
WhatsApp:+8613906095209
Website:www.cqctrack.com
9.3 Business Hours
Monday — Friday: 08:00 — 18:00 (China Standard Time, UTC+8)
Weekend inquiries will be responded to on the next business day. Urgent technical support is available via WhatsApp for existing distribution partners.
10. Conclusion
The KOBELCO LV51D01001P1 Track Final Drive Sprocket Wheel Group represents a mining-grade, strategic drivetrain component solution for heavy equipment operators and distributors seeking OEM-equivalent performance with the commercial advantages of factory-direct sourcing. Manufactured under ISO 9001:2008 certified processes with CQC product verification, each sprocket assembly delivers the metallurgical integrity, precision engineering, and durability required for the extreme torque loads and abrasive conditions encountered by the KOBELCO SK850LC — the manufacturer’s largest production-class excavator — in mining, quarrying, and large-scale civil infrastructure applications worldwide.
CQC TRACK’s strategic focus on large-tonnage excavator chassis components ensures that engineering expertise, manufacturing infrastructure, quality systems, and material selection are optimized for the 50-ton to 300-ton machine segment. Our vertically integrated manufacturing capabilities — spanning precision forging, multi-stage heat treatment with 10–12 mm case hardening, CNC precision machining, and 100% dimensional verification — are purpose-built for the operating demands of the SK850 class. Combined with comprehensive OEM/ODM customization options and established global logistics infrastructure, CQC TRACK is positioned as a reliable long-term supply partner for mining-grade undercarriage component requirements across South America, Africa, Europe, North America, Russia, South Korea, Australia, and beyond.
We welcome inquiries from qualified distributors, mining fleet operators, and heavy equipment dealers seeking to establish mutually beneficial business relationships.
This technical document is prepared in accordance with industry-standard specifications and is intended for professional procurement and engineering reference. All specifications are subject to continuous improvement and may be updated without prior notice. Contact our International Business Division for the most current technical data and pricing information.
Products categories
-

SANY SY1250H SSY004621574 Track Sprocket Wheel ...
-

Excavator Undercarriage Parts PC60-5 PC65 PC70 ...
-

DOOSAN K1051163 200108-00085 200108-00402 DX700...
-

HITACHI 1033091 HT1025 ZX200 EX200 Track Sprock...
-

HYUNDAI 81EN10014 81N810013GG E2822001 81N81007...
-

LIUGONG 46A0185 CLG970 CLG975 Track Sprocket Wh...






