
Grupa kół zębatych napędu końcowego gąsienic KOBELCO LV51D01001P1 SK850 / Producenci komponentów podwozi gąsienicowych EXC o dużej wytrzymałości / CQC TRACK koncentruje się na dużych komponentach podwozia




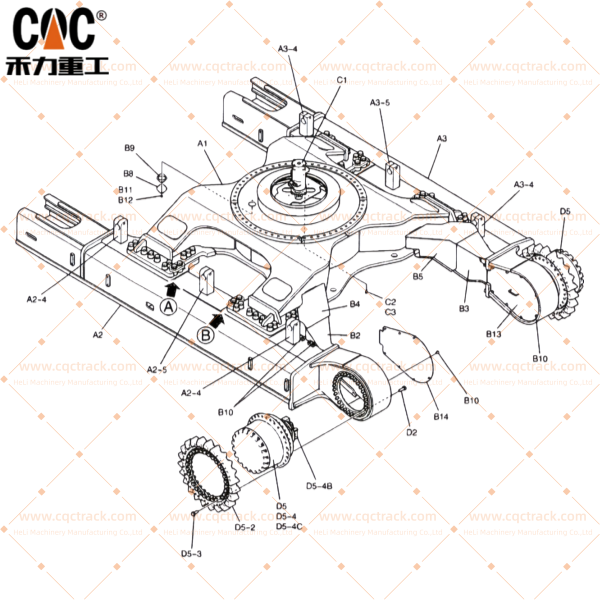
KOBELCOLV51D01001P1Grupa kół zębatych napędu końcowego gąsienic do koparek ciężkich serii SK850/SK850LC
Komponenty podwozia gigantycznych koparek klasy górniczej — producent źródłowy i dostawa bezpośrednio z fabryki w Chinach
Autor: Jack | Dyrektor Działu Biznesu Międzynarodowego i Starszy Inżynier ds. Sprzedaży Międzynarodowej | CQC TRACK
Typ dokumentu: Specyfikacja techniczna produktu i profil możliwości producenta
Grupa docelowa: Operatorzy sprzętu górniczego i dystrybutorzy sprzętu budowlanego | Ameryka Południowa | Afryka | Europa i Ameryka Północna | Rosja | Korea Południowa | Australia
Streszczenie
KOBELCOLV51D01001P1Zespół kół zębatych napędu końcowego gąsienic to wytrzymały komponent napędowy klasy górniczej, zaprojektowany specjalnie dla serii KOBELCO SK850 i SK850LC – największych koparek gąsienicowych japońskiego producenta o udźwigu od 80 do 87 ton. Jako krytyczny punkt przenoszenia mocy między przekładnią napędu końcowego a gąsienicą, ten zespół kół zębatych przekształca moc silnika do 380 kW (510 KM) w siłę pociągową, napędzając maszynę na najbardziej wymagających powierzchniach kamieniołomów, w kopalniach i na rozległych placach budowy infrastruktury lądowej na świecie.
Dzięki masie roboczej przekraczającej 80 800 kg i sile odspajania łyżki sięgającej 403 kN (ISO 6015), SK850LC generuje niezwykle wysokie momenty obrotowe na styku koła zębatego z tuleją – obciążenia, które wymagają wykonania komponentu zgodnie z bezkompromisowymi standardami integralności metalurgicznej, precyzji obróbki cieplnej i dokładności wymiarowej. System CQC TRACK spełnia te wymagania dzięki pionowo zintegrowanej produkcji, która przebiega w zdyscyplinowanej, siedmioetapowej sekwencji produkcyjnej – od kucia w matrycy zamkniętej stali stopowej 40SiMnTi, przez programowalną, wieloetapową obróbkę cieplną, po precyzyjną obróbkę CNC i 100% weryfikację wymiarową.
Firma CQC TRACK specjalizuje się wyłącznie w komponentach podwozi koparek o dużym tonażu, koncentrując zasoby inżynieryjne i inwestycje kapitałowe na segmencie maszyn o udźwigu od 50 do 300 ton, gdzie obciążenia robocze wymagają najwyższych standardów produkcji. Nasz zakład w strefie przemysłowej Binjiang w mieście Nan'an w prowincji Quanzhou w prowincji Fujian – uznawany na całym świecie za centrum doskonałości w produkcji komponentów podwozi ciężkiego sprzętu – dysponuje ponad 200 obrabiarkami CNC, prasami kuźniczymi i urządzeniami do obróbki cieplnej o łącznej powierzchni ponad 60 mikrometrów. Certyfikat ISO 9001:2008 i certyfikaty CQC dla produktów niezależnie potwierdzają walidację naszych systemów zarządzania jakością.
Niniejszy dokument techniczny zawiera kompleksowe specyfikacje, możliwości produkcyjne, opcje personalizacji OEM/ODM oraz informacje o globalnym łańcuchu dostaw, wspierające decyzje zakupowe dotyczące komponentów układu napędowego podwozi dużych koparek. Treść jest skonstruowana tak, aby spełniać wymagania globalnych wyszukiwarek i międzynarodowych platform zakupowych B2B w zakresie indeksowania i wyszukiwania.

1. Zastosowanie w maszynie hosta: KOBELCO SK850 / SK850LC — największa koparka produkcyjna Kobelco
1.1 Specyfikacje maszyny i wymagania dotyczące podwozia
KOBELCO SK850LC to flagowa koparka gąsienicowa japońskiego producenta, przeznaczona do masowych wykopów, eksploatacji kamieniołomów na dużą skalę, średnich koparek oraz projektów ciężkiej infrastruktury lądowej i wodnej. Kobelco, uznawana na całym świecie za wiodącego specjalistę w dziedzinie koparek z ponad 90-letnim doświadczeniem w produkcji i projektowaniu, od momentu wprowadzenia na rynek w 2006 roku, pozycjonuje SK850LC jako lidera wydajności w segmencie maszyn o udźwigu 85 ton. Na całym świecie sprzedano ponad 150 egzemplarzy, a maszyny przechodzą intensywny rozwój i dowodzą swojej wytrzymałości w wymagających warunkach w kamieniołomach i kopalniach na całym świecie – w tym w najbardziej ekstremalnych miejscach w Chinach i Indiach.
Model SK850LC stanowi ukoronowanie dziesięcioleci inżynierii ciężkiego sprzętu. Trzy wytrzymałe prowadnice gąsienic zamontowane są na każdej ramie gąsienicowej, aby dodatkowo zwiększyć wytrzymałość podwozia, co podkreśla świadomość firmy KOBELCO, jak ekstremalne wymagania stawiane są komponentom podwozia w tej klasie maszyn. Układ gąsienic o zmiennym rozstawie zapewnia wszechstronność i łatwość transportu.
Do kluczowych parametrów operacyjnych mających bezpośredni wpływ na układ napędowy podwozia należą:
| Parametr | Specyfikacja (SK850LC / SK850LC-10) |
|---|---|
| Masa operacyjna podstawowa | 80 800 kg (178 140 funtów) |
| Zakres masy roboczej | 80 200 – 87 200 kg w zależności od konfiguracji |
| Silnik | Silnik wysokoprężny Hino o pojemności 12,9 l z turbodoładowaniem i chłodnicą międzystopniową |
| Moc znamionowa | 380 kW (510 KM) |
| Moment obrotowy silnika | Do 2120 – 2250 Nm |
| Pojemność łyżki | 2,3 – 5,4 m³ (w zależności od zastosowania) |
| Siła kopania łyżki (ISO 6015) | 403 kN (SK850LC) / 432 kN (wykop masowy SK850LC, ramię 2,90 m) |
| Siła nacisku na ramiona (ISO 6015) | 311 kN (SK850LC) / 351 kN (wykop masowy SK850LC, ramię 2,90 m) |
| Siła pociągowa | 637 – 653 kN |
| Liczba gąsienic na stronę | 51 |
| Prędkość podróży | 4,2 / 2,7 km/h (wysoka / niska) |
| Maksymalny przepływ pompy układu hydraulicznego | 2 × 504 l/min + 1 × 49 l/min + 1 × 30 l/min |
| Zdolność pokonywania wzniesień | 70% (35°) |
Te parametry pracy przekładają się bezpośrednio na najwyższe wymagania stawiane każdemu elementowi podwozia. Koło napędowe musi przenosić moc silnika do 380 kW i moment obrotowy ponad 2100 Nm poprzez styk zęba koła z tuleją na łańcuch gąsienicy, generując znaczne cykliczne naprężenia stykowe na każdym zębie. Jednocześnie koło napędowe musi być odporne na ciągłe zużycie ścierne wynikające z zazębiania się z tulejami łańcucha gąsienicy w silnie zanieczyszczonych środowiskach kamieniołomów i kopalni, gdzie pył skalny, szlam i ścierniwa mineralne przyspieszają degradację podzespołów. Model KOBELCO SK850LC charakteryzuje się wytrzymałym podwoziem z trzema prowadnicami gąsienicy na ramę boczną, a koło napędowe pracuje w systemie podwozia zaprojektowanym z myślą o trwałości w najtrudniejszych warunkach pracy na całym świecie.
1.2 Funkcja zębatki
Koło napędowe przekształca moment obrotowy silnika napędowego na liniowy ruch łańcucha gąsienicy poprzez precyzyjny profil zębów zazębiający się z tulejami łańcucha gąsienicy. Koło napędowe nie podtrzymuje masy maszyny, lecz przenosi i przekazuje pełny moment napędowy. Trwałość koła napędowego została zaprojektowana tak, aby odpowiadała co najmniej jednej stronie żywotności tulei, a jakość obróbki cieplnej i profilu zębów koła napędowego bezpośrednio wpływa na koszty eksploatacji poprzez skrócenie lub wydłużenie okresów między wymianami tulei.
1.3 Identyfikacja numeru części
Numer części LV51D01001P1 jest zgodny ze standardowym systemem oznaczania podzespołów podwozia KOBELCO. Prefiks „LV” oznacza podzespół gąsienicy, „51” identyfikuje rodzinę maszyn SK850, „D” oznacza klasyfikację koła napędowego, a sekwencja numeryczna jednoznacznie identyfikuje tę konkretną konfigurację zespołu kół SK850. Firma CQC TRACK produkuje LV51D01001P1 zgodnie ze specyfikacjami wymiarowymi i metalurgicznymi równoważnymi producentom OEM, zapewniając bezproblemową integrację z kołnierzem wyjściowym silnika napędowego SK850 i kompatybilnymi zespołami łańcuchów gąsienic.
2. Dane techniczne: Grupa kół zębatych napędu końcowego gąsienicy KOBELCO LV51D01001P1
2.1 Identyfikacja produktu
| Parametr | Specyfikacja |
|---|---|
| Numer części OEM | LV51D01001P1 |
| Kompatybilne modele maszyn | KOBELCO SK850, SK850LC, SK850LC-10, SK850LC-10E, SK850LC-11, SK850LC Super Acera, SK850LC Wykopy masowe |
| Typ komponentu | Zespół koła zębatego napędu końcowego gąsienicy (grupa kół zębatych napędowych) |
| Pozycja | Tył podwozia (jeden na stronę), zamontowany do kołnierza wyjściowego silnika jezdnego |
| Producent | TOR CQC (Quanzhou Heli Machinery Manufacturing Co., Ltd.) |
| Kraj pochodzenia | Chiny |
| Standard jakości | Jakość OEM klasy górniczej / Certyfikat ISO 9001:2008 / Certyfikat CQC produktu |
| Technika wytwarzania | Kucie precyzyjne |
| Gwarancja | 12 miesięcy lub 2000 godzin pracy, w zależności od tego, co nastąpi wcześniej |
2.2 Specyfikacje materiałowe i metalurgiczne
Koło napędowe KOBELCO SK850 jest produkowane z najwyższej jakości stali stopowej dobranej pod kątem optymalnej hartowności, odporności na zużycie i udarności przy ekstremalnych obciążeniach momentem obrotowym charakterystycznych dla koparek górniczych i kamieniołomowych klasy 80 ton.
| Część | Gatunek materiału | Metoda przetwarzania |
|---|---|---|
| Korpus koła zębatego | Stal stopowa o wysokiej wytrzymałości 40SiMnTi / 40Mn / 50Mn | Precyzyjne kucie matrycowe |
| Profil zęba | Powierzchnia ścieralna hartowana indukcyjnie | Hartowanie powierzchniowe średniej częstotliwości |
| Interfejs piasty montażowej | Precyzyjnie obrobiony wzór śrub | Obróbka CNC z wąską tolerancją |
| Otwory na śruby | Konfiguracja określona przez producenta OEM | Precyzyjne wiercenie i rozwiercanie |
Właściwości materiału koła zębatego:
Koło zębate jest precyzyjnie kute z wysokowytrzymałej stali stopowej 40SiMnTi, 40Mn lub 50Mn – materiałów specjalnie dobranych ze względu na doskonałe połączenie wytrzymałości, hartowności i odporności na zużycie w segmencie maszyn o udźwigu od 80 do 87 ton. Stop 40SiMnTi zawiera pierwiastki stopowe krzemu, manganu i tytanu, które udoskonalają strukturę ziarna podczas obróbki cieplnej, znacznie poprawiając odporność na zużycie i udarność – właściwości niezbędne do ekstremalnego przenoszenia momentu obrotowego i cyklicznych obciążeń, którym poddawane jest koło zębate napędu końcowego SK850LC.
Proces kucia w matrycy zamkniętej zapewnia rafinowaną strukturę ziarna z optymalnym rozkładem przepływu włókien materiału wewnętrznego. Ta metoda kucia znacząco zwiększa nośność elementu oraz odporność na zmęczenie zginające i pękanie zębów – kluczowe zalety w porównaniu z alternatywnymi materiałami odlewanymi, które są z natury bardziej podatne na porowatość, kruche pękanie i uszkodzenia związane ze zmęczeniem w ekstremalnych warunkach obciążeń cyklicznych występujących w kopalniach o nacisku 80 ton.
Specyfikacja wału i mocowania:
Interfejs piasty zębatki jest precyzyjnie obrobiony, aby zapewnić dokładne dopasowanie wymiarowe do kołnierza wyjściowego silnika napędowego. Wszystkie otwory na śruby montażowe są wiercone CNC i rozwiercane z tolerancją na poziomie mikronów, co gwarantuje precyzyjne ustawienie zespołu i równomierny rozkład momentu obrotowego na całym obwodzie śrub.
2.3 Protokół obróbki cieplnej
Proces obróbki cieplnej stanowi najważniejszy czynnik różnicujący wydajność i trwałość kół zębatych w segmencie 80 ton. System CQC TRACK wykorzystuje wieloetapową sekwencję obróbki cieplnej opracowaną specjalnie do zastosowań w kołach napędowych stosowanych w górnictwie:
| Etap obróbki cieplnej | Proces | Zamiar |
|---|---|---|
| Etap 1 — Leczenie wstępne | Kontrolowane chłodzenie po kuciu | Udoskonalenie struktury ziarna w procesie kucia na gorąco; wyeliminowanie naprężeń szczątkowych wywołanych kuciem |
| Etap 2 — Szkoła podstawowa | Hartowanie + Odpuszczanie | Uzyskaj jednolitą wytrzymałość rdzenia, wytrzymałość i optymalną strukturę ziarna odpuszczonego martenzytu w całym korpusie komponentu |
| Etap 3 — Utwardzanie powierzchni | Hartowanie powierzchni indukcyjne średniej częstotliwości (profil zęba) | Osiągnij docelową twardość powierzchni zęba dzięki głębokiej, jednolitej głębokości warstwy wierzchniej, zapewniającej maksymalną odporność na zużycie |
| Etap 4 — Finał | Kontrolowane chłodzenie i łagodzenie stresu | Eliminuje resztkowe naprężenia powstałe podczas obróbki mechanicznej i cieplnej, stabilizuje właściwości metalurgiczne, zapobiega pękaniu zębów podczas eksploatacji. |
Twardość powierzchni zęba: HRC 50–60
Głębokość warstwy utwardzonej: 10–12 mm (powierzchnia zużycia zęba)
Połączenie hartowania na wskroś i indukcyjnej obróbki powierzchni tworzy optymalny gradient twardości: odporną na zużycie zewnętrzną powierzchnię zęba, zdolną do wytrzymywania ciągłego ściernego kontaktu z panewkami łańcuchów gąsienic przy pełnym obciążeniu momentem obrotowym, przechodzącą w twardszy, bardziej ciągliwy rdzeń, który pochłania energię uderzenia i zapobiega propagacji pęknięć. Głębokość warstwy hartowanej wynosząca 10–12 mm znacznie przewyższa standardowe rozwiązania dostępne na rynku wtórnym i jest zaprojektowana tak, aby wytrzymać co najmniej jeden pełny cykl zużycia panewki, co stanowi krytyczny punkt odniesienia w zakresie trwałości dla zębatek górniczych.
Wszystkie parametry obróbki cieplnej — w tym profile temperatur, szybkości hartowania, cykle odpuszczania i parametry cewek hartujących indukcyjnie — są kontrolowane cyfrowo i rejestrowane dla każdej partii produkcyjnej, co gwarantuje powtarzalną spójność metalurgiczną.
2.4 Precyzyjna konstrukcja profilu zęba
Profil zęba zębatego w modelu LV51D01001P1 został precyzyjnie zaprojektowany z wykorzystaniem zaawansowanego, trójwymiarowego modelowania cyfrowego, aby zoptymalizować stabilność zazębienia z profilem panewki łańcucha gąsienicy SK850. Głównymi celami tej inżynierii są minimalizacja wibracji i uderzeń podczas zazębiania łańcucha gąsienicy, zmniejszenie zużycia panewki oraz wydłużenie żywotności zębatki i łańcucha – kluczowego czynnika wpływającego na wydajność w kopalniach, gdzie nieplanowane przestoje podwozia pociągają za sobą poważne konsekwencje operacyjne i finansowe.
Kluczowe cechy profilu zęba obejmują:
- Zoptymalizowany kąt i krzywizna zębów: symulowane i sprawdzane za pomocą cyfrowego modelowania 3D w celu zapewnienia płynnego i stabilnego zazębienia z tulejami łańcucha gąsienicy SK850 w całym zakresie prędkości roboczych (0–4,2 km/h)
- Sfazowane końcówki i korzenie zębów: zapobiegają koncentracji naprężeń w najbardziej wrażliwych punktach profilu zęba, skutecznie wydłużając ogólną żywotność koła zębatego w warunkach zmęczenia wielocyklowego
- Precyzyjna obróbka CNC na całej długości: krytyczne powierzchnie montażowe i stykowe obrabiane z zachowaniem dokładnych tolerancji wymiarowych, co zapewnia doskonałą integrację z kołnierzem wyjściowym silnika napędowego
- 100% kontrola wymiarowa: Każda zębatka przechodzi rygorystyczną weryfikację jakości przy użyciu skalibrowanego, trójwspółrzędnego sprzętu pomiarowego przed wysyłką
2.5 Charakterystyka wymiarowa i wydajnościowa
| Parametr | Specyfikacja |
|---|---|
| Norma produkcyjna | Równoważność wymiarowa OEM (dopasowanie 1:1) |
| Twardość powierzchni zęba | HRC 50–60 |
| Głębokość obudowy | 10–12 mm |
| Technika wytwarzania | Precyzyjne kucie matrycowe |
| Wykończenie powierzchni | Precyzyjna obróbka mechaniczna / nałożenie powłoki antykorozyjnej |
| Opcje kolorów | Czarny (standard) / Dopasowany maszynowo niebieski Kobelco (opcjonalnie) |
| Nośność | Klasa górnictwa i ciężkiej eksploatacji kamieniołomów (segment o masie operacyjnej 80–87 ton) |
| Zakres temperatur pracy | -30°C do +50°C (rozszerzony zakres dostępny dla środowisk arktycznych i ekstremalnie gorących) |
| Oczekiwana żywotność | Równa się co najmniej jednej pełnej stronie żywotności tulei w normalnych warunkach eksploatacji |
| Liczba gąsienic na stronę (maszyna) | 51 |
3. Doskonałość produkcji: ŚCIEŻKA CQC — skupienie się na dużych komponentach podwozia
3.1 Profil firmy i specjalizacja strategiczna
Firma CQC TRACK działa w ramach Quanzhou Heli Machinery Manufacturing Co., Ltd., wyspecjalizowanego producenta podzespołów podwozi gąsienicowych do ciężkiego sprzętu. W przeciwieństwie do dostawców o szerokim asortymencie, CQC TRACK koncentruje zasoby inżynieryjne, inwestycje kapitałowe i doświadczenie produkcyjne na podzespołach podwozi koparek o dużym tonażu – segmencie maszyn o udźwigu od 50 do 300 ton, gdzie obciążenia robocze wymagają bezkompromisowych standardów integralności metalurgicznej, precyzji obróbki cieplnej i dokładności wymiarowej.
Nasz zakład produkcyjny jest strategicznie zlokalizowany w strefie przemysłowej Binjiang, w mieście Nan'an, w prowincji Quanzhou, w prowincji Fujian w Chinach – regionie uznawanym na całym świecie za centrum doskonałości w produkcji podzespołów do maszyn budowlanych. CQC TRACK to wiodący producent części do podwozi o dużej wytrzymałości z siedzibą w Quanzhou, specjalizujący się w wysokowydajnych podzespołach do podwozi gąsienicowych koparek, spycharek i wiertnic pracujących w najtrudniejszych warunkach. Współpracujemy z wieloma renomowanymi krajowymi producentami OEM i ODM, oferując szeroki zakres usług personalizacji produktów i dostarczając wysokiej jakości akcesoria do ponad 30 krajów i regionów na całym świecie.
Skala obiektu:
- Powierzchnia całkowita: ponad 60 mu
- Siła robocza: ponad 200 pracowników
- Park maszynowy: ponad 200 obrabiarek CNC, urządzeń do odlewania, kucia i obróbki cieplnej
- Integracja pionowa: kompletny łańcuch produkcyjny od zakupu surowców do montażu gotowych produktów w kontrolowanym środowisku w jednym miejscu
- Zakres produktów: części podwozi do koparek o masie od 1,5 do 300 ton
Certyfikaty:
- Certyfikat systemu zarządzania jakością ISO 9001:2008 — kompleksowe zapewnienie jakości obejmujące audyt dostawców, weryfikację materiałów przychodzących, kontrolę procesów i protokoły kontroli końcowej
- Certyfikaty produktów China Quality Certification (CQC) — niezależna weryfikacja zgodności produktu z obowiązującymi normami przez stronę trzecią
- Konstrukcja ze stali kutej stopowej — wszystkie produkty posiadają hartowane sworznie, tuleje i rolki o twardości 55+ HRC zapewniającej maksymalną odporność na zużycie
3.2 Infrastruktura produkcyjna i siedmioetapowy proces produkcyjny
W zintegrowanym pionowo zakładzie produkcyjnym CQC TRACK dla każdego zespołu zębatki napędowej LV51D01001P1 stosowana jest rygorystyczna, siedmioetapowa sekwencja produkcji. W całym procesie wykorzystywany jest zaawansowany sprzęt do kontroli fizykochemicznej – w tym analizatory spektroskopowe do weryfikacji składu chemicznego oraz mikroskopy metalograficzne do analizy mikrostruktury.
Etap 1 — Zakup materiałów i ich weryfikacja:
Surowce do produkcji stali stopowej pochodzą wyłącznie z hut posiadających certyfikat ISO i pełną dokumentację materiałową. Przed dopuszczeniem do produkcji materiał przychodzący poddawany jest analizie składu chemicznego za pomocą analizy spektroskopowej oraz weryfikacji mikrostruktury za pomocą mikroskopii metalograficznej. Twardościomierze Rockwella i Brinella przeprowadzają weryfikację, aby spełnić zróżnicowane wymagania klientów dotyczące twardości. Maszyny do wytrzymałości na rozciąganie i testery udarności weryfikują właściwości wytrzymałościowe i udarnościowe.
Etap 2 — precyzyjne kucie w matrycach zamkniętych:
Półfabrykaty kół zębatych są produkowane metodą precyzyjnego kucia w matrycach zamkniętych, w procesie, w którym kontrolowane siły ściskające kształtują podgrzane wlewki stali stopowej w profil zbliżony do gotowego koła zębatego. Metoda ta udoskonala wewnętrzną strukturę ziarna, eliminuje porowatość i puste przestrzenie oraz zapewnia optymalny przepływ włókien materiału wzdłuż konturów profilu zęba i korpusu piasty – maksymalizując odporność na zmęczenie, wytrzymałość zębów na zginanie i nośność momentu obrotowego. Kute koła zębate charakteryzują się znacznie lepszą integralnością metalurgiczną w porównaniu z odlewanymi odpowiednikami, co stanowi istotną zaletę w klasie o nacisku od 80 do 87 ton, gdzie uszkodzenie zęba niesie ze sobą poważne konsekwencje operacyjne.
Etap 3 — Wieloetapowa obróbka cieplna:
Komponenty poddawane są określonym cyklom hartowania i odpuszczania, a następnie hartowaniu powierzchniowemu zębów metodą indukcyjną o średniej częstotliwości. Obszar obróbki cieplnej jest zaprojektowany tak, aby uzyskać głęboki, jednolity profil twardości o głębokości warstwy wierzchniej 10–12 mm na wszystkich powierzchniach roboczych zębów. Wszystkie parametry procesu – w tym profile temperaturowe, tempo hartowania i cykle odpuszczania – są kontrolowane cyfrowo i rejestrowane dla każdej partii produkcyjnej, co zapewnia powtarzalną spójność metalurgiczną.
Etap 4 — Precyzyjna obróbka CNC:
Po obróbce cieplnej komponenty poddawane są wieloetapowej obróbce CNC na pięcioosiowych centrach obróbczych CNC, aby uzyskać precyzyjne tolerancje wymiarowe. Kluczowe powierzchnie montażowe, w tym rozstaw otworów na śruby i interfejs piasty, są obrabiane z precyzją rzędu mikronów, aby zapewnić prawidłowe dopasowanie do kołnierza wyjściowego silnika napędowego. Każda powierzchnia zęba jest wielokrotnie polerowana, aby zapewnić zgodność z zakresem tolerancji oraz optymalne wykończenie powierzchni, co zmniejsza zużycie tulei.
Etap 5 — Montaż i weryfikacja jakości:
Każda ukończona zębatka poddawana jest 100% kontroli wymiarowej za pomocą skalibrowanego, trójwspółrzędnego sprzętu pomiarowego. Badania próbek obejmują weryfikację twardości w wielu miejscach zębów, badanie metodą magnetyczno-proszkową w celu wykrycia wad powierzchniowych i przypowierzchniowych oraz weryfikację rozstawu otworów na śruby.
Etap 6 — Konserwacja i pakowanie:
Gotowe zespoły zębatek pokrywane są powłoką antykorozyjną i pakowane w wytrzymałe skrzynie drewniane klasy eksportowej, przystosowane do międzynarodowego transportu morskiego o wydłużonych wymaganiach dotyczących magazynowania.
Etap 7 — Dokumentacja identyfikowalności:
Kompleksowe rejestry partii — obejmujące certyfikaty materiałów, dane dotyczące procesu obróbki cieplnej i raporty z kontroli wymiarowej — są przechowywane przez okres co najmniej 24 miesięcy, zapewniając pełny rodowód komponentów na potrzeby audytów jakości i weryfikacji gwarancji.
3.3 Ramy zapewnienia jakości
System zapewnienia jakości CQC TRACK wykracza poza kontrolę gotowego produktu i obejmuje cały cykl życia produktu:
| Element zapewnienia jakości | Wdrożenie w produkcji | Korzyść dla klienta |
|---|---|---|
| Wybór i zarządzanie dostawcami | Rygorystyczny audyt i aprobata hut stali stopowej posiadających certyfikat ISO | Gwarancja integralności i identyfikowalności surowców |
| Kontrola materiałów przychodzących | Analiza składu chemicznego (spektroskopia) i weryfikacja mikrostrukturalna (metalografia) odkuwek | Zapobieganie wprowadzaniu do produkcji materiałów niezgodnych ze standardami |
| Kontrola procesów | Cyfrowy monitoring parametrów obróbki CNC i hartowania indukcyjnego | Spójność wymiarowa i jednorodność obróbki cieplnej wszystkich partii |
| Testowanie produktu końcowego | 100% weryfikacja wymiarów, badanie twardości, badanie metodą magnetyczno-proszkową | Każda zębatka została sprawdzona pod kątem prawidłowego dopasowania i wydajności |
| Zarządzanie niezgodnościami | Systematyczna izolacja i analiza przyczyn źródłowych wszelkich usterek podzespołów w trakcie inspekcji | Do wysyłki dopuszczane są wyłącznie zespoły zgodne ze specyfikacją |
| Śledzenie | Zapisy partii przechowywane przez okres co najmniej 24 miesięcy | Pełna dokumentacja komponentów na potrzeby audytów jakości i gwarancji |
4. Możliwości personalizacji OEM i ODM
4.1 Marka własna i personalizacja marki
CQC TRACK oferuje kompleksowe usługi produkcji OEM i marek własnych dostosowane do specyficznych wymagań międzynarodowych dystrybutorów, dealerów sprzętu i operatorów flot górniczych:
| Kategoria personalizacji | Dostępne opcje |
|---|---|
| Etykietowanie produktu | Niestandardowe oznaczenia marki, numeracja części i tabliczki znamionowe |
| Opakowanie | Rozwiązania w zakresie opakowań firmowych, konfiguracje palet na zamówienie, dokumentacja wielojęzyczna |
| Wykończenie kolorystyczne | Standardowa czerń; niebieski Kobelco dopasowany maszynowo; opcje niestandardowych kolorów na życzenie |
| Obróbka powierzchni | Standardowa powłoka antykorozyjna, fosforanowanie, azotowanie, ulepszona powłoka do środowisk silnie korozyjnych |
4.2 Dostosowanie techniczne do ekstremalnych zastosowań górniczych
W przypadku specjalistycznych zastosowań wykraczających poza standardowe konfiguracje produkcyjne, nasz zespół inżynierów zapewnia niestandardowe usługi projektowania i produkcji:
- Modyfikacje wymiarowe: niestandardowa średnica koła zębatego, liczba zębów lub konfiguracja wzoru śrub dla niestandardowych lub zmodyfikowanych systemów podwozia
- Ulepszenia materiałowe: Ulepszone specyfikacje stopów — w tym 40CrNiMo — do najbardziej ekstremalnych warunków górniczych, w tym pracy młota hydraulicznego, ciągłego wydobywania twardych skał lub wyjątkowo ściernych środowisk mineralnych
- Ulepszenia obróbki powierzchni: Wytrzymałe azotowanie lub specjalistyczna powłoka zapewniająca dłuższą żywotność w warunkach wydobycia rudy żelaza, miedzi lub złota o wysokiej ścierności
- Wsparcie inżynierii odwrotnej: Reprodukcja komponentów dla wycofanych z produkcji lub przestarzałych modeli maszyn KOBELCO wymagających dokładnych danych wymiarowych
4.3 Kompletne rozwiązania w zakresie systemów podwozi
Oprócz pojedynczych zespołów kół napędowych, CQC TRACK oferuje kompleksowe rozwiązania w zakresie systemów podwozi dla dużych podwozi serii KOBELCO SK850 i kompatybilnych platform ciężkiego sprzętu. Nasza pełna oferta podwozi obejmuje łańcuchy gąsienic, koła napinające, koła napędowe, rolki i nakładki gąsienic do maszyn marek Komatsu, Caterpillar, Hitachi, Liebherr, VOLVO, LIUGONG i innych.
W przypadku modeli KOBELCO SK850 i SK850LC dostępne są następujące elementy podwozia:
- Zespoły łańcuchów gąsienicowych — konfiguracje 51-ogniwowe z technologią SALT (uszczelnionych i nasmarowanych gąsienic)
- Rolki jezdne (rolki dolne) — konfiguracje z pojedynczym i podwójnym kołnierzem do obsługi obciążeń klasy górniczej
- Rolki nośne (rolki górne) — elementy podtrzymujące i prowadzące górną część toru
- Zespoły przednich kół napinających — zespoły napinające i wyrównujące z konfiguracją łożysk i uszczelnień o dużej wytrzymałości
- Zespoły płyt gąsienicowych — standardowe i niestandardowe opcje szerokości, w tym konfiguracje o zmiennym rozstawie 900 mm
- Zestawy śrub i nakrętek — kuta stal stopowa ze specjalną obróbką cieplną zgodną ze specyfikacjami OEM klasy górniczej
Dzięki zintegrowanemu portfolio produktów dystrybutorzy i operatorzy kopalń mogą skonsolidować zaopatrzenie w komponenty podwozia za pośrednictwem jednego, certyfikowanego partnera dostawczego, co upraszcza logistykę i zarządzanie zapasami, a jednocześnie zapewnia spójną jakość wszystkich komponentów podwozia.
5. Globalna stosowalność rynkowa i wsparcie regionalne
5.1 Kontekst branżowy: Rynek części podwozi ciężkiego sprzętu
Wartość globalnego rynku części podwozi ciężkiego sprzętu wyceniono na 792,63 mln USD w 2025 r., a według prognoz ma on osiągnąć 836,22 mln USD w 2026 r., przy średniorocznej stopie wzrostu (CAGR) wynoszącej 5,17% i do 2032 r. osiągnąć 1128,63 mln USD. Cały rynek części podwozi ciężkiego sprzętu wzrósł z 7,48 mld USD w 2025 r. do 8,17 mld USD w 2026 r., przy średniorocznej stopie wzrostu (CAGR) wynoszącej 9,99% i do 2032 r. osiągnął 14,58 mld USD.
Krajobraz rynkowy zmienił się z cyklu wymiany w dużej mierze uzależnionego od ceny na model oparty na wydajności i bezawaryjności, w którym kupujący oczekują mierzalnych rezultatów. Kupujący coraz częściej biorą pod uwagę trwałość, możliwość odbudowy i kompatybilność z flotami mieszanymi, a nie tylko z góry ustaloną cenę komponentów. Od dostawców części oczekuje się zapewnienia bardziej spójnej dostępności, bardziej przejrzystego śledzenia i silniejszego wsparcia technicznego, ponieważ maszyny gąsienicowe stają się coraz bardziej zróżnicowane pod względem klasy wielkości, zastosowania i konstrukcji systemu.
Do najważniejszych trendów rynkowych bezpośrednio związanych z zakupem kół zębatych klasy górniczej należą:
- Integracja telematyki i IoT na rzecz konserwacji predykcyjnej — zmiana paradygmatu z napraw reaktywnych na proaktywną wymianę podzespołów
- Innowacje w nauce o materiałach — wprowadzanie zaawansowanych stopów, które oferują lepszą trwałość i odporność na zużycie w porównaniu z tradycyjnymi materiałami stosowanymi w górnictwie i kamieniołomach
- Hiperpersonalizacja — produkcja komponentów dostosowanych do konkretnych środowisk operacyjnych, od ściernych piasków Bliskiego Wschodu po mroźną tajgę Rosji
- Zrównoważony rozwój dzięki ponownej produkcji — regenerowane komponenty pozwalają na ponowne wykorzystanie do 50% surowców i redukcję emisji CO₂, oferując ekonomiczne i przyjazne dla środowiska alternatywy
- Cyfrowa transformacja łańcucha dostaw — usprawnienie zakupów za pośrednictwem platform e-commerce i zwiększenie przejrzystości
- Coraz większe zainteresowanie dostawcami wykazującymi się spójnością jakości, udokumentowaną identyfikowalnością i certyfikowanymi procesami produkcyjnymi
6. Rozważania na temat rynku regionalnego
Zespół zębatek napędowych KOBELCO LV51D01001P1 firmy CQC TRACK został zaprojektowany tak, aby sprostać zróżnicowanym i ekstremalnym wymaganiom operacyjnym operatorów ciężkiego sprzętu we wszystkich głównych regionach górnictwa i ciężkiego budownictwa na świecie:
Ameryka Południowa:
Koparki SK850LC są wykorzystywane w górnictwie w Chile, Peru, Brazylii i Kolumbii do eksploatacji dużych wysokości nad poziomem morza w środowiskach wydobycia miedzi, złota i rudy żelaza, gdzie agresywne, twarde skały przyspieszają zużycie zębów zębatych. Kuta konstrukcja ze stali 40SiMnTi, hartowany indukcyjnie profil zęba (HRC 50–60) oraz głębokość warstwy wierzchniej 10–12 mm zapewniają odporność na zużycie wymaganą do wydłużenia żywotności zębatek i tulei w tych warunkach. Dostępna jest dokumentacja techniczna oraz wsparcie klienta w języku hiszpańskim i portugalskim.
Afryka:
Od południowoafrykańskich kopalni platyny i złota, przez wydobycie rudy żelaza i boksytów w Afryce Zachodniej, po megaprojekty infrastrukturalne w Afryce Wschodniej, SK850LC pracuje w środowiskach charakteryzujących się ekstremalnym ścieraniem, wysokimi temperaturami otoczenia i trudną logistyką. Głębokie hartowanie powierzchniowe i konstrukcja z wysokiej jakości stopu zapewniają odporność na zużycie i wydłużają okresy międzyserwisowe w zapylonych i ściernych warunkach górniczych. Dostępne jest regionalne wsparcie logistyczne i usługi konsolidacji kontenerów.
Europa i Ameryka Północna:
Operatorzy sprzętu na tych dojrzałych rynkach priorytetowo traktują trwałość podzespołów, przewidywalne interwały konserwacyjne oraz zgodność z normami bezpieczeństwa i ochrony środowiska. Nasze procesy produkcyjne, posiadające certyfikat ISO 9001:2008 oraz certyfikat CQC, zapewniają udokumentowane zapewnienie jakości, spełniające lub przewyższające regionalne wymogi zakupowe. Korzyści środowiskowe wynikające z regeneracji – w tym mniejsze zużycie surowców, niższe zużycie energii i minimalna emisja CO₂ – w coraz większym stopniu wpływają na decyzje zakupowe na tych rynkach. Oznakowanie CE i dokumentacja techniczna zgodna z dyrektywami UE są dostępne na życzenie.
Rosja i WNP:
Eksploatacja kopalni i kamieniołomów w niskich temperaturach stwarza wyjątkowe wyzwania dla podzespołów podwozia, w tym kruchość materiałów w niskich temperaturach i degradację uszczelnień. Dostępne są konfiguracje o rozszerzonym zakresie temperatur pracy, zapewniające niezawodność w ujemnych temperaturach panujących na Syberii i Dalekim Wschodzie. Zapewniamy rosyjskojęzyczną dokumentację techniczną i regionalną koordynację logistyczną.
Korea Południowa:
Jako zaawansowany rynek sprzętu budowlanego o wysokich oczekiwaniach jakościowych, południowokoreańscy dystrybutorzy i operatorzy cenią precyzję wykonania i spójność metalurgiczną, jaką zapewniają nasze certyfikowane procesy produkcyjne. Dostępne są specyfikacje techniczne i dokumentacja jakościowa zgodna z koreańskimi normami branżowymi.
Australia:
Prace górnicze w regionach Pilbara, Bowen Basin i Goldfields narażają elementy podwozi na działanie jednych z najbardziej ściernych warunków nadkładu rudy żelaza i węgla na świecie. Firma KOBELCO Construction Machinery Australia wprowadziła na rynek model SK850LC-10, którego dostawy rozpoczną się w marcu 2022 roku. Maszyna ta doskonale sprawdza się w zastosowaniach w kamieniołomach, małych i średnich kopalniach oraz dużych projektach infrastruktury lądowej i wodnej w całej Australii. Połączenie kutej stali stopowej, hartowanych indukcyjnie profili zębów, głębokości warstwy wierzchniej 10–12 mm oraz obrabianych CNC powierzchni montażowych zapewnia odporność na zużycie i precyzję niezbędną do wydłużenia żywotności w australijskich zastosowaniach górniczych. Zgodność z australijskimi normami bezpieczeństwa i zaopatrzenia w górnictwie jest w pełni zagwarantowana.
7. Globalna logistyka i łańcuch dostaw
CQC TRACK utrzymuje ugruntowane kanały logistyki eksportowej na wszystkich głównych rynkach globalnych. Nasze produkty zostały dostarczone klientom w ponad 30 krajach Azji Południowo-Wschodniej, Europy, Bliskiego Wschodu, obu Ameryk i Afryki.
| Możliwości logistyczne | Specyfikacja |
|---|---|
| Opakowanie eksportowe | Skrzynie drewniane o dużej wytrzymałości, konfiguracje paletyzowane, załadunek zoptymalizowany pod kątem kontenerów |
| Warunki wysyłki | FOB Xiamen / CIF port docelowy / elastyczne warunki do negocjacji |
| Czas realizacji | W ciągu 20 dni od zawarcia umowy dla standardowych ilości produkcyjnych |
| Minimalna ilość zamówienia | Elastyczność; realizujemy zamówienia w małych partiach i na zamówienia próbne |
| Warunki płatności | Przelew bankowy, akredytywa, Western Union |
| Dokumentacja | Faktura handlowa, lista pakowania, list przewozowy, świadectwo pochodzenia, certyfikaty badań materiałów na żądanie |
8. Gwarancja i wsparcie techniczne
8.1 Zakres gwarancji
Wszystkie zespoły zębatek napędowych KOBELCO LV51D01001P1 dostarczane przez CQC TRACK są objęte kompleksową gwarancją na wady materiałowe i wykonawcze. Standardowe warunki gwarancji obejmują 12 miesięcy lub 2000 godzin pracy, w zależności od tego, co nastąpi wcześniej, w normalnych warunkach eksploatacji i przy zachowaniu prawidłowych procedur instalacji.
8.2 Zasoby pomocy technicznej
Nasz międzynarodowy zespół ds. sprzedaży i wsparcia technicznego zapewnia kompleksową pomoc dystrybutorom i użytkownikom końcowym sprzętu górniczego:
- Konsultacje techniczne przed sprzedażą: dobór komponentów, weryfikacja zgodności i wsparcie inżynierii aplikacji dla koparek serii SK850
- Wskazówki dotyczące instalacji: Zdalna pomoc techniczna za pośrednictwem wideo i pisemnej dokumentacji instalacji
- Wsparcie online: Zdalna pomoc techniczna w rozwiązywaniu problemów i konsultacjach dotyczących wydajności w terenie
- Administracja gwarancjami: sprawne przetwarzanie i rozpatrywanie roszczeń
Jako dyrektor działu biznesu międzynarodowego i starszy inżynier ds. sprzedaży międzynarodowej osobiście nadzoruję wsparcie techniczne dla kluczowych klientów i strategicznych partnerów dystrybucyjnych, zapewniając bezpośredni dostęp do wiedzy specjalistycznej na poziomie inżynieryjnym w zakresie wymagań skomplikowanych zastosowań górniczych.
8.3 Pakiet dokumentacji
Każda przesyłka zawiera lub na życzenie może być dołączona do niej następująca dokumentacja:
- Faktura handlowa i lista pakowania
- Konosament / List przewozowy lotniczy
- Świadectwo pochodzenia (Formularz E / Formularz A / COO)
- Certyfikaty badań materiałowych (skład chemiczny i właściwości mechaniczne)
- Rejestry procesów obróbki cieplnej
- Raporty z kontroli wymiarowej
9. Informacje dotyczące zamówień i kontaktów
9.1 Jak zamówić
Dystrybutorzy, operatorzy kopalń i sprzedawcy sprzętu zainteresowani grupą kół zębatych napędu końcowego gąsienic KOBELCO LV51D01001P1 lub pokrewnymi komponentami podwozia serii SK850 proszeni są o kontakt z naszym Działem Biznesu Międzynarodowego w celu uzyskania:
- Aktualne ceny i dostępność (ceny FOB w porcie Xiamen)
- Harmonogramy rabatów ilościowych
- Przykładowe zamówienia do oceny jakości
- Zapytania dotyczące personalizacji OEM i ODM oraz marek własnych
- Kompletne wyceny systemów podwozia dla koparek serii SK850
9.2 Kontakt
Podnośnik
Dyrektor Działu Biznesu Międzynarodowego
Starszy inżynier ds. sprzedaży międzynarodowej
TOR CQC — Quanzhou Heli Machinery Manufacturing Co., Ltd.
Lokalizacja: Zishan Road, Zenglin Community, Jinlong Street, Licheng District, Quanzhou City, Fujian, Chiny
Adres e-mail: cqc@cqctrack.com ; j_sales@cqctrack.com;h_sales@cqctrack.com
WhatsApp: +8613906095209
Strona internetowa: www.cqctrack.com
9.3 Godziny pracy
Poniedziałek — Piątek: 08:00 — 18:00 (standardowy czas chiński, UTC+8)
Na zapytania weekendowe odpowiadamy w następnym dniu roboczym. Pilne wsparcie techniczne jest dostępne za pośrednictwem WhatsApp dla obecnych partnerów dystrybucyjnych.
10. Wnioski
Zespół kół zębatych napędu końcowego gąsienic KOBELCO LV51D01001P1 to strategiczne rozwiązanie w zakresie komponentów układu napędowego klasy górniczej dla operatorów i dystrybutorów ciężkiego sprzętu, poszukujących wydajności równoważnej producentom OEM z korzyściami komercyjnymi wynikającymi z pozyskiwania bezpośrednio od producenta. Każdy zespół zębaty, produkowany w procesach certyfikowanych zgodnie z normą ISO 9001:2008 i certyfikacją CQC, zapewnia integralność metalurgiczną, precyzję wykonania i trwałość wymaganą do pracy z ekstremalnymi obciążeniami momentem obrotowym i w warunkach ściernych, z jakimi spotyka się koparka KOBELCO SK850LC – największa koparka tej klasy – w górnictwie, kamieniołomach i na dużą skalę w zastosowaniach infrastruktury lądowej i wodnej na całym świecie.
Strategiczne ukierunkowanie CQC TRACK na komponenty podwozi koparek o dużym tonażu gwarantuje, że wiedza inżynieryjna, infrastruktura produkcyjna, systemy jakości i dobór materiałów są zoptymalizowane pod kątem segmentu maszyn o udźwigu od 50 do 300 ton. Nasze zintegrowane pionowo możliwości produkcyjne – obejmujące precyzyjne kucie, wieloetapową obróbkę cieplną z hartowaniem powierzchniowym 10–12 mm, precyzyjną obróbkę CNC i 100% weryfikację wymiarów – są dostosowane do wymagań eksploatacyjnych klasy SK850. W połączeniu z kompleksowymi opcjami personalizacji OEM/ODM i ugruntowaną globalną infrastrukturą logistyczną, CQC TRACK jest pozycjonowany jako niezawodny, długoterminowy dostawca komponentów podwozi górniczych w Ameryce Południowej, Afryce, Europie, Ameryce Północnej, Rosji, Korei Południowej, Australii i innych krajach.
Zapraszamy do kontaktu wykwalifikowanych dystrybutorów, operatorów flot górniczych i dealerów ciężkiego sprzętu, którzy chcieliby nawiązać korzystne dla obu stron relacje biznesowe.
Niniejszy dokument techniczny został sporządzony zgodnie ze standardami branżowymi i jest przeznaczony do użytku profesjonalnego w zakresie zaopatrzenia i inżynierii. Wszystkie specyfikacje podlegają ciągłemu udoskonalaniu i mogą zostać zaktualizowane bez uprzedniego powiadomienia. Aby uzyskać najnowsze dane techniczne i informacje o cenach, prosimy o kontakt z naszym Działem Biznesu Międzynarodowego.
Kategorie produktów
-

Części podwozia koparki PC60-5 PC65 PC70 ...
-

SANY 11221884 SY215-9 Koło zębate koparki gąsienicowej ...
-

HITACHI 1032489 ZX240 ZAX240 ZX250 Koło zębate gąsienicy...
-

Koparka Caterpillar E345 E349 (1243296 / 1792...
-

Volvo 14532544 VOE14532544 EC700 Napęd końcowy Sp...
-

Zespół zębatki gąsienicowej VOLVO 14688250 EC380D /...






