
Hitachi 1028990 4451622 4637264 EX1800 EX1900 Beltahjóladrif eða beltakeðjuhjóladrif / Þungavinnuhlutar fyrir EXC undirvagn, upprunalegir verksmiðjur og framleiðandi / CQC TRACK







Námuvinnsluhæfni: Hitachi EX1800 / EX1900 belta tannhjólasamstæða
1. Inngangur: Hryggjarsúlan í ofurklassa uppgreftri
Í stórfelldum námuvinnslu, grjótnámuvinnslu og þungavinnu eru Hitachi EX1800 og EX1900 serían hápunktur afkasta vökvagröfna. Með rekstrarþyngd yfir 180 tonn og föturúmmál allt að 15 rúmmetra starfa þessar vélar við óþreytandi aðstæður - mikið álag, slípandi efni og samfelldar vaktaskiptingar.
Hjólasamstæðan á beltinu (einnig kölluð keðjuhjólasamstæðan) er mikilvægur hluti drifbúnaðarins sem breytir vökvaafli í grip. Fyrir námuvinnslu í koparbeltinu í Chile, platínunámum Suður-Afríku eða járngrýtissvæðum Rússlands, ræður áreiðanleiki þessarar samsetningar beint framleiðslumarkmiðum og kostnaði á hvert tonn.
Þessi grein veitir ítarlega tæknilega greiningu á tannhjólasamstæðum í OEM-gæðum sem eru auðkenndar með hlutanúmerum.1028990,4451622og4637264, framleitt samkvæmt ströngum verklagsreglumCQC-braut—sérhæfðuppspretta verksmiðjaogframleiðandiaf þungum EXC undirvagnsíhlutum.
2. Tæknilegar upplýsingar og skiptanleiki
2.1 Auðkenning íhluta
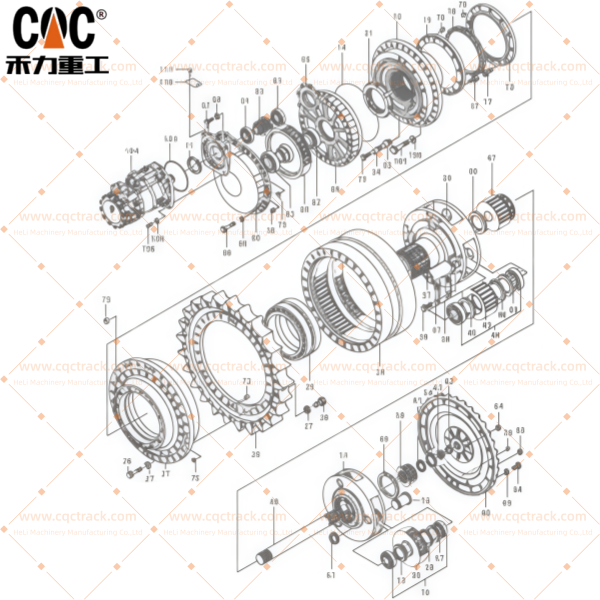
Þrjú hlutanúmer samsvara afbrigðum af tannhjólasamstæðunni sem notuð er á Hitachi EX1800 og EX1900 kerfunum:
- 1028990Vísar venjulega til alls tannhjólssamstæðunnar (naf + hringur) fyrir tilteknar lokadrifsstillingar.
- 4451622Algengt er að tengja það við sundurliðaða tannhjólhringinn eða samsetninguna fyrir nýrri gerðir af EX1900 einingum.
- 4637264: Táknar oft tannhjólshlutasettið eða áboltaða slithringinn, sem gerir kleift að skipta um hann á vettvangi án þess að fjarlægja lokadrifsmótorinn.
Þessar samsetningar eru hannaðar til að tengjast við Hitachi-hreyfilslækkunareininguna (sem oftast er með kílósettum eða boltuðum festingum) og eru hannaðar fyrir beltakeðjur með 317 mm eða 350 mm stig, allt eftir uppsetningu undirvagnsins.
2.2 Eiginleikar þungavinnubyggingar
Ólíkt íhlutum meðalstórra gröfna er tannhjólið í EX1800/EX1900 smíðað til að þola:
- Gírskipting með miklu togi: Snúningskraftur allt að 1.500 kN·m.
- Mikil núningur: Stöðug snerting við hart berg, málmgrýti og yfirborðsmeðal.
- Höggdeyfing: Orsök ójöfns landslags og skyndilegra stefnubreytinga.
Samsetningin er yfirleitt liðskipt og samanstendur af mörgum boltuðum tönnarhlutum (oft 3 til 5 hlutar á hvert tannhjól) sem hægt er að skipta út fyrir hvern og einn, sem dregur verulega úr viðhaldstíma og birgðakostnaði vegna varahluta.
3. Málmvinnsla og hitameðferð fyrir námuvinnsluaðstæður
Til að teljast til úrvals undirvagnsíhlutar fyrir þungavinnu EXC verður tannhjólið að vera úr hærra stigi en staðlaðar efnisupplýsingar.CQC-brautnotar framleiðsluferli sem er í samræmi við ISO 9001:2015 og bestu starfsvenjur í námuiðnaðinum.
3.1 Efnisflokkur
- Smíðað stál: Háblönduð króm-mólýbden stál (t.d. 40CrNiMo eða sambærilegt) valið fyrir djúpherðingu og viðnám gegn veltingarþreytu.
- Vélrænir eiginleikar: Stretch tensile ≥ 900 MPa, togstyrkur ≥ 1.080 MPa, sem tryggir burðarþol við hámarksálag.
3.2 Hitameðferðarferli
- Með herðingu: Allur tannhjólshringurinn gengst undir austenítiseringu og slökkvun til að ná einsleitri kjarnahörku (35–40 HRC).
- Induction herding tannsniðs: Tannhliðar og rótarradíus eru induction hert í 52–58 HRC niður í 12–15 mm dýpi, sem skapar slitsterkt yfirborð en viðheldur sterkum kjarna til að taka á móti höggum.
- Herðing: Stýrð herðingarlota dregur úr eftirstandandi spennu og lágmarkar hættu á sprungumyndun í köldu umhverfi (t.d. í námugröftum í Síberíu).
3.3 Gæðatrygging
Hver framleiðslulota er háð:
- Ómskoðunarprófun (UT): Til að greina innri holrúm eða innifalin í smíðaefninu.
- Segulagnaskoðun (MPI): 100% skoðun á tannflatarmáli og boltagötum.
- Víddarprófun: CMM staðfesting á stigþvermáli, tannsnið og boltahring nákvæmni innan ±0,5 mm.
4. Eftirspurn eftir markaði og notkunarsnið á svæðinu
Hitachi EX1800 og EX1900 eru notaðar í krefjandi námuvinnslu- og þungavinnuumhverfum heims. Tannhjólasamstæðan verður að aðlagast rekstraraðstæðum á hverjum stað.
4.1 Suður-Ameríka (Síle, Perú, Brasilía)
- Umhverfi: Námur í mikilli hæð (4.000+ metrar), kopar- og gullgrýti, verulegt núningur.
- Kröfur: Yfirburða núningþol og slitþolin húðun til að standast kísilefni.
- Iðnaðartjáning:“Rueda de cadena para minería pesada”– rekstraraðilar krefjast tannhjóla með lengri endingartíma og áreiðanleika boltahalds við titring.
4.2 Suður-Afríka og Afríka sunnan Sahara
- Umhverfi: Djúpar námur, harðberg (kvarsít, granít), mikið ryk.
- Kröfur: Sterk þétting á lokadrifsviðmóti og vörn gegn rykinnstreymi.
- Iðnaðartjáning:„Undirvagnshlutir fyrir þungar gröfur“– aðgengi að hlutasettum fyrir hraðvirkar breytingar á vettvangi er mikilvægt til að lágmarka tafir á framleiðslu.
4.3 Rússland og Samveldi Bandaríkjanna (Kuzbass, Síbería)
- Umhverfi: Sífreri, hitastig niður í -45°C, frosin jarðvegur.
- Kröfur: Kuldaþol; stálið verður að viðhalda Charpy V-skurðargildum yfir 27 J við -40°C.
- Iðnaðartjáning:„Звездочка гусеничного хода для карьерных экскаваторов“– birgjar verða að leggja fram vottorð um efni sem staðfesta lághitaeiginleika.
4.4 Evrópa (Skandinavía, Þýskaland)
- Umhverfi: Námuvinnsla á hörðum bergi, niðurrif og innviðaframkvæmdir með ströngum umhverfisreglum.
- Kröfur: Fylgni við vélatilskipanir ESB og rekjanleiki efna.
- Iðnaðartjáning:„Original-Ersatzteilqualität für Großbagger“– nákvæm passun og löng þjónustutímabil eru óumdeilanleg.
4.5 Norður-Ameríka (Bandaríkin, Kanada)
- Umhverfi: Olíusandur (Alberta), kolanámavinnsla (Wyoming), stórfelld innviðauppbygging.
- Kröfur: Mikil slitþol í mjög slípandi kísil- og olíusandi.
- Iðnaðartjáning:„Drifhjól fyrir námuvinnslu“– rekstraraðilar fylgjast með kostnaði á klukkustund og búast við 6.000+ klukkustunda endingartíma í blönduðum forritum.
4.6 Kórea og Norðaustur-Asía
- Umhverfi: Námur, þungar byggingarframkvæmdir, strandbyggingar.
- Kröfur: Nákvæm vinnsla og samhæfni við beltakeðjur frá heimamönnum.
- Iðnaðartjáning:“대형 굴삭기 스프라켓”– framleiðendur eru metnir út frá samræmi í víddum og áreiðanleika afhendingar.
5. Framleiðslugæði: CQC TRACK sem upprunaverksmiðja
Sem sérhæfð verksmiðja og framleiðandi á þungavinnu EXC undirvagnsíhlutum, aðgreinir CQC TRACK sig með lóðréttri samþættingu og verkfræðiþekkingu.
5.1 Verksmiðjugeta
- Smíða og steypa: Smíðalínur á staðnum sem geta framleitt tannhjólsefni allt að 2.500 mm í þvermál.
- CNC vinnsla: 5-ása vinnslumiðstöðvar fyrir nákvæma tannsniðsframleiðslu og borun boltagata.
- Hitameðferðaraðstaða: Sjálfvirkar örvunarherðingarfrumur með rauntíma hitastigsvöktun til að tryggja stöðuga hörkuþykkt.
- Húðunarlína: Notkun endingargóðra pólýúretan- eða epoxy-húðunar til að auka tæringarþol í sjó og umhverfi með miklum raka.
5.2 Verkfræðiaðstoð
CQC TRACK býður upp á:
- Öfug verkfræði: Möguleiki á að endurtaka tannhjól úr slitnum sýnum, sem tryggir nákvæma rúmfræði fyrir eldri gerðir.
- Sérsniðin: Aðlögun tannsniðs eða boltamynstra til að passa við óhefðbundnar lokadrifstillingar.
- Tæknileg skjöl: Útvegun víddarteikninga, hörkuprófíla og efnisvottana (EN 10204 3.1) til að uppfylla innkaupakröfur.
5.3 Samhæfni við OEM
Samsetningar fyrir hlutanúmer1028990, 4451622, 4637264eru hönnuð til að passa við eða fara fram úr upprunalegum Hitachi forskriftum og veita:
- Skiptimöguleikar: Bein boltaásetning án breytinga.
- Skipti á hluta: Samhæft við bolta og þvottavélar frá framleiðanda hluta.
6. Hagnýting líftímakostnaðar
Fyrir stóra námuvinnsluflota er viðhald undirvagnsins verulegur hluti af rekstrarkostnaði. Val á réttri tannhjólasamstæðu hefur áhrif á:
- Slit á beltakeðju: Rétt hertar tannhjólstennur lengja líftíma hylsunarinnar með því að viðhalda réttri stefnu.
- Minnkun niðurtíma: Skipt hönnun gerir kleift að skipta um einstaka tannhluta á innan við 4 klukkustundum, samanborið við að skipta um heildarsamsetningu sem getur tekið heila vakt.
- Birgðastjórnun: Að geyma tannhjólahluta frekar en heil hjól dregur úr birgðafé og vöruhúsrými.
7. Niðurstaða: Verkfræði fyrir hámarksspenntíma
Hitachi EX1800 og EX1900 eru hannaðir með framleiðni að leiðarljósi, en undirvagnshlutir þeirra ráða því hversu sjálfbær sú framleiðni er. Tannhjólasamstæðan á beltinu – hvort sem hún er nefnd 1028990, 4451622 eða 4637264 – verður að bjóða upp á óbilandi endingu, nákvæma passun og auðvelda viðhald.
Samstarf við sérhæfða verksmiðju og framleiðanda eins og CQC TRACK tryggir:
- Námuvinnslugæði: Bjartsýni fyrir núning og högg.
- Alþjóðleg framboðskeðja: Birgðakerfi sniðin að svæðisbundnum námumiðstöðvum (Antofagasta, Jóhannesarborg, Yakutia, Alberta, o.s.frv.).
- Rekjanleiki og vottun: Full skjölun til að uppfylla innkaupastaðla fyrir námuvinnslu.
Fyrir námuvinnsluaðila, eigendur búnaðar og dreifingaraðila eftirmarkaðar er fjárfesting í fyrsta flokks tannhjólasamstæðu ekki bara skipti - heldur stefnumótandi skref til að lækka kostnað á hvert tonn og hámarka nýtingu eigna.
Fyrirvari: *Hitachi, EX1800 og EX1900 eru skráð vörumerki Hitachi Construction Machinery Co., Ltd. Hlutanúmerin 1028990, 4451622 og 4637264 eru eingöngu vísuð til gagnkvæmrar tilvísunar. CQC TRACK er óháður framleiðandi á undirvagnshlutum fyrir eftirmarkað og er ekki tengdur Hitachi.*

Vöruflokkar
-

LIUGONG 46A0377 46A0377C1 CLG990 Lokabrautarsp...
-

Undirvagnshlutir fyrir HITACHI smágröfu 1032...
-

SANY SSY005661438 SY650 Lokadrifshjólasamsetning...
-

LGMG námugröfu ME105/ME106 – 4110702586...
-

komatsu-pc2000(21T-27-71173) - tannhjól /framleitt af...
-

HITACHI 71447247 1028494 1010956 FH400 EX370-5 ...






