
HITACHI 2044037 9101204 4390412 EX1100 Ruota guida cingolo AS/Gruppo folle cingolo - prodotto da HELI-CQC TRACK/Produttore e fornitore di componenti per telaio di escavatori per impieghi gravosi


Scheda tecnica: Gruppo ruota guida e tendicinghia HITACHI EX1100 (codice articolo 2044037 / 9101204) – Prodotto da HELI-CQC TRACK
Meta descrizione: Ruota guida e gruppo folle per cingoli HITACHI EX1100 di qualità OEM (codice articolo 2044037/9101204).HEL-CQCProduce componenti per telai di escavatori per impieghi gravosi utilizzando tecnologie avanzate di forgiatura, trattamento termico e sigillatura per garantire la massima durata.
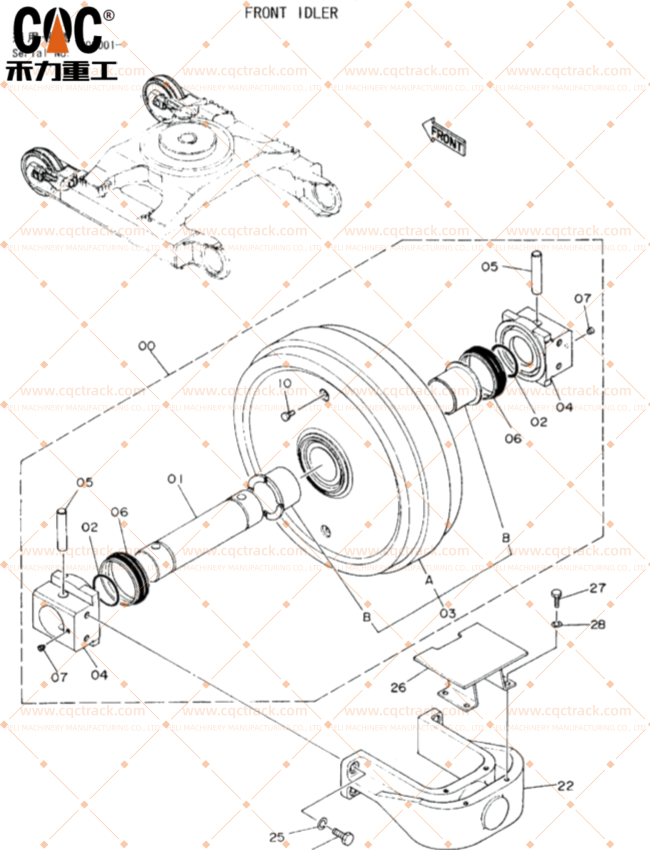
1. Identificazione dei componenti e sintesi funzionale
Codici articolo OEM: 2044037, 9101204
Applicazione: Escavatori cingolati Hitachi serie EX1100.
Nomi dei componenti:
- Ruota guida binario: nota anche come rullo inferiore o rullo di guida inferiore.
- Gruppo ruota folle del cingolo: noto anche come ruota folle anteriore.
Produttore e fornitore:TRACCIAMENTO ELICOTTERO-CQC, un produttore specializzato di sistemi di sottocarro per escavatori pesanti.
Questi due componenti sono elementi cruciali del sottocarro dell'escavatore e lavorano in tandem con la catena del cingolo, la ruota dentata e i rulli di supporto per formare un circuito di cingoli continuo.
- Ruota guida cingolo (folle):
- Funzione principale: sostiene il peso della macchina e guida la parte inferiore della catena del cingolo.
- Distribuzione del carico: sostiene il carico strutturale principale, distribuendolo uniformemente lungo la parte inferiore del binario per garantire la stabilità del terreno e prevenire cedimenti eccessivi.
- Guida del binario: le sue doppie flange mantengono l'allineamento laterale della catena del binario, prevenendo il deragliamento durante la marcia e le manovre di sterzata.
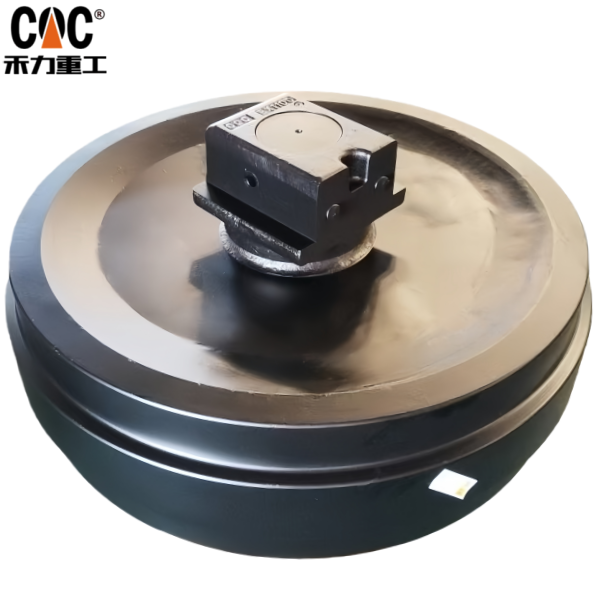
- Gruppo ruota folle del cingolo (ruota folle anteriore):
- Funzione principale: guida la catena del cingolo nella parte anteriore del sottocarro e ne regola la tensione.
- Definizione del profilo del cingolo: dirige la catena del cingolo sul terreno, creando la caratteristica forma a "D" dell'anello del cingolo.
- Assorbimento degli urti: spesso incorpora una molla o un ammortizzatore idraulico per assorbire i carichi d'impatto provenienti dagli ostacoli.
- Regolazione della tensione: il rullo tendicingolo è montato su un meccanismo di tensionamento (a vite o idraulico), che consente una regolazione precisa della tensione della catena del cingolo, fondamentale per prestazioni e durata ottimali.
2. Specifiche tecniche dettagliate e progetto ingegneristico
HEL-CQCproduce questi componenti per soddisfare le rigorose esigenze dell'escavatore EX1100 da 100 tonnellate, impiegando tecnologie ingegneristiche e scienza dei materiali all'avanguardia.
A. Scienza dei materiali e forgiatura:
- Materiale del nucleo: Sia la ruota di guida che la ruota folle sono forgiate a caldo da leghe di acciaio ad alto tenore di carbonio e manganese, come 50Mn o 60Si2Mn. Questo processo di forgiatura crea una struttura granulare superiore che migliora la resistenza agli urti e alla fatica ben oltre i risultati ottenibili con la fusione.
- Alberi e boccole: lavorati a macchina da acciai legati ad alta resistenza (ad esempio, 42CrMo, 40Cr) e abbinati a boccole in bronzo sinterizzato o acciaio duplex resistenti all'usura per garantire una lunga durata in presenza di elevate forze di rotazione.
B. Trattamento termico avanzato:
- Tempra e rinvenimento (Q&T): l'intero componente viene sottoposto a questo processo per ottenere un nucleo tenace e duttile (circa 30-40 HRC) in grado di resistere a carichi d'urto enormi senza incrinarsi.
- Tempra a induzione: le superfici di usura critiche, ovvero il percorso di contatto di rotolamento, le flange di guida della ruota di guida e il bordo della ruota folle, vengono temprate a induzione fino a una profondità di 5-8 mm, raggiungendo una durezza superficiale di 58-62 HRC. Ciò garantisce un'eccezionale resistenza all'usura abrasiva nelle difficili condizioni di lavoro in miniera e in cava.
C. Sistema di sigillatura (design a labirinto multistadio):
HEL-CQCUtilizza un sistema di tenuta all'avanguardia, fondamentale per la durata dei componenti in ambienti contaminati.
- Guarnizione primaria: una guarnizione a labbro in gomma nitrile butadiene (NBR) ad alta resistenza, con molla di carica, che mantiene un contatto costante con l'anello di usura.
- Tenuta a labirinto: una tenuta meccanica complessa e multicanale progettata per creare un percorso tortuoso che intrappola ed espelle efficacemente le particelle abrasive (fanghi, sabbia, polvere).
- Barriera di grasso: la cavità della guarnizione è riempita con grasso al litio complesso resistente alle alte temperature e impermeabile, creando una barriera a pressione positiva che impedisce ulteriormente l'ingresso di contaminanti e garantisce una lubrificazione continua delle superfici interne della boccola.
D. Lubrificazione e manutenzione:
Progettati come componenti sigillati e lubrificati a vita, non richiedono lubrificazione interna periodica. Sono previsti ingrassatori esterni per la regolazione della tensione del cingolo (ruotino folle) e per lo spurgo delle cavità di tenuta esterne.
3. Protocollo di produzione e garanzia della qualità HELI-CQC
HEL-CQCIl processo produttivo di è strutturato attorno alla precisione e al controllo della qualità.
- Flusso di lavoro di produzione: Certificazione delle materie prime → Stampaggio a caldo → Lavorazione di sgrossatura → Tempra e rinvenimento → Indurimento a induzione → Lavorazione di finitura di precisione CNC → Assemblaggio di guarnizioni e cuscinetti → Test di prestazione → Verniciatura anticorrosione e imballaggio.
- Controllo qualità completo:
- Controllo dimensionale: verifica al 100% mediante calibri di precisione, calibri a corsoio e macchine di misura a coordinate (CMM) per garantire la conformità dimensionale alle specifiche OEM.
- Verifica della durezza: test Rockwell e Brinell su tutte le superfici interne ed esterne per ogni lotto di produzione.
- Prove non distruttive (NDT): l'ispezione con particelle magnetiche (MPI) viene utilizzata per rilevare eventuali difetti superficiali o crepe nei componenti forgiati prima della lavorazione.
- Test di coppia di rotazione: ogni unità assemblata viene testata per verificare la rotazione fluida e libera con i valori di coppia specificati, confermando la corretta installazione di guarnizioni e cuscinetti.
- Test di tenuta: un test di decadimento della pressione convalida l'integrità dell'intero sistema di tenuta, garantendo che sia impermeabile alla contaminazione.
4. Analisi delle modalità di guasto e vantaggi in termini di durabilità
UtilizzandoHEL-CQCI componenti riducono i guasti comuni al sottocarro:
- Usura prematura della flangia: contrastata mediante tempra a induzione profonda.
- Guasti alla tenuta e contaminazione interna: prevenuti dal design della tenuta a labirinto multistadio.
- Blocco dei componenti: evitato grazie a tolleranze interne precise e a una tenuta efficace.
- Fratture del nucleo: attenuate dalla costruzione forgiata e dall'adeguata tenacità del nucleo ottenuta tramite trattamento termico Q&T.
5. HELI-CQC TRACK: Un partner strategico per la produzione
HEL-CQCrappresenta l'apice della produzione di sottocarri per impieghi gravosi, offrendo:
- Ricambio diretto OEM: i componenti sono progettati per una perfetta intercambiabilità con i ricambi originali Hitachi.
- Produzione verticale integrata: il controllo completo del processo produttivo, dalla forgiatura all'assemblaggio, garantisce qualità costante ed efficienza in termini di costi.
- Prestazioni comprovate sul campo: i componenti sono progettati e testati per garantire una durata pari o superiore a quella dei componenti originali in condizioni operative simili.
- Capacità della catena di fornitura globale: la capacità di servire i mercati internazionali con una logistica affidabile, garantendo tempi di inattività ridotti per gli operatori delle apparecchiature in tutto il mondo.
Categoria di prodotti
-

Gruppo ruota folle cingolo HITACHI ZAX670 ZAX690...
-

Gruppo ruota folle anteriore ihi per miniescavatore j...
-

Ruota folle del cingolo originale DX300, ricambio per il sottocarro...
-

kc55 Ruota folle per cingoli, ruota folle anteriore per miniescavatore...
-

Ricambi per escavatori a basso prezzo, rullo folle per...
-

Gruppo ruota folle cingolo Caterpillar (P/N: 43...






