
HYUNDAI 81QE11010 R1250 Gruppo rulli inferiori per cingoli/Produttore di componenti per telaio di escavatore cingolato per impieghi gravosi - HELI MACHINERY MANUFACTURING CO.,LTD (CQC TRACK)


Documento tecnico di ingegneria: IlGruppo rulli inferiori per cingolo HYUNDAI R1250 81QE11010Una sintesi di ingegneria di precisione certificata e per impieghi gravosi a cura di HELI MACHINERY MANUFACTURING CO., LTD.
Identificativo del documento: TWP-CQC-HMMCL-81QE11010-01
Data di pubblicazione: dicembre 2025
Classificazione: Specifiche tecniche pubbliche
1.0 Sintesi esecutiva: Il vantaggio della certificazione ingegnerizzata
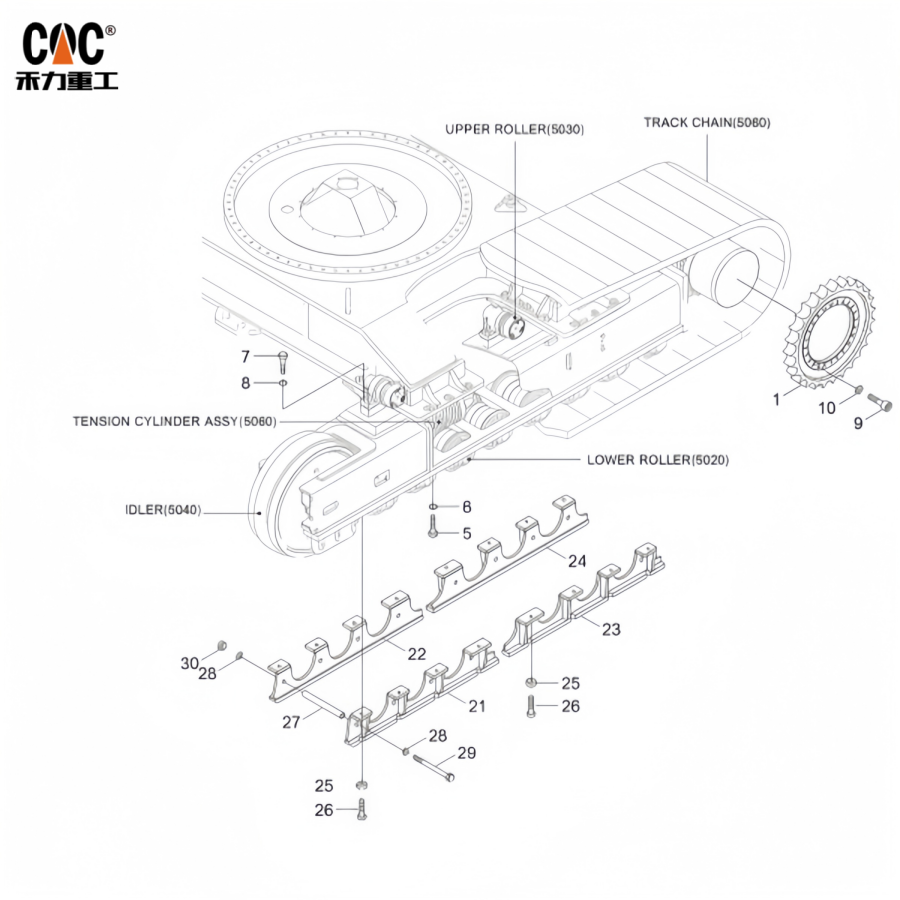
Questo documento tecnico descrive la filosofia ingegneristica, il rigore produttivo e le specifiche prestazionali del gruppo rulli inferiori del cingolo HYUNDAI 81QE11010 per l'escavatore cingolato per impieghi gravosi di classe R1250, progettato e prodotto da HELI MACHINERY MANUFACTURING CO., LTD. (marchiato CQC TRACK). In un settore in cui il guasto di un componente equivale a tempi di fermo catastrofici, la nostra offerta va oltre il semplice concetto di ricambio. Si tratta di un prodotto progettato secondo i principi della Certificazione, in cui i rigorosi protocolli sistematici del quadro di certificazione di qualità cinese (CQC) sono intrinsecamente integrati in ogni fase del suo ciclo di vita, dall'approvvigionamento metallurgico all'audit finale.
La tesi centrale di questo sistema è che la vera affidabilità nelle applicazioni più gravose non è un risultato casuale, bensì la conseguenza verificabile di un processo controllato e sottoposto ad audit. HELI MACHINERY opera sotto un ombrello di certificazione multilivello, vantando sia la certificazione del sistema di qualità ISO 9001:2015, sia diverse certificazioni di prodotto specifiche CQC (ad esempio, CQC17704176145). Questa duplice base impone un sistema di garanzia della qualità in fabbrica che comprende ogni aspetto, dalla selezione dei fornitori e la validazione dei componenti chiave alla manutenzione precisa delle apparecchiature di produzione e alla tenuta di registri completi per almeno 24 mesi. Per l'operatore dell'R1250, ciò si traduce in un componente del sottocarro la cui coerenza e durata documentate sono progettate, prodotte e costantemente verificate, garantendo la minimizzazione del costo totale di proprietà grazie alla massimizzazione del tempo medio tra i guasti.
2.0 Decostruzione del protocollo di produzione ingegnerizzata con certificazione
Il valore dell'assemblaggio 81QE11010 risiede nella rigorosa disciplina del sistema di ispezione e supervisione degli stabilimenti CQC. La tabella seguente illustra come queste procedure obbligatorie si traducano direttamente in qualità e tracciabilità tangibili dei componenti.
| Requisiti di garanzia della qualità di fabbrica CQC | Implementazione nella produzione 81QE11010 | Vantaggi in termini di ingegneria e affidabilità per l'utente finale |
|---|---|---|
| Programma di selezione e gestione dei fornitori | Procedura rigorosa di verifica e approvazione dei fornitori di forgiati in acciaio legato e di materiali speciali per guarnizioni. | Garantisce l'integrità della materia prima, fattore determinante fondamentale per la durata a fatica e la resistenza agli urti. |
| Ispezione e verifica dei componenti/materiali chiave | Controllo in entrata di semilavorati per rulli forgiati e boccole in lega sinterizzata, in conformità alle specifiche certificate. | Impedisce che materiali non conformi entrino nella produzione, un'applicazione diretta del principio di "prima responsabilità" del CQC. |
| Test di conferma periodici per i componenti chiave | Campionamento periodico e analisi di laboratorio per determinare la durezza, la microstruttura e la composizione chimica dei materiali. | Fornisce una convalida continua e oggettiva del fatto che le proprietà dei materiali rimangano entro i limiti ingegneristici specificati. |
| Sistema di manutenzione delle apparecchiature di produzione | Manutenzione preventiva programmata per torni CNC, unità di tempra a induzione e rettificatrici. | Garantisce precisione di lavorazione e uniformità del trattamento termico, lotto dopo lotto. |
| Procedure di test di routine e di conferma | Controllo dimensionale al 100%; campionamento per prove di carico dinamico e convalida dell'integrità della tenuta. | Ogni unità viene verificata per la compatibilità e le prestazioni del campione vengono confermate statisticamente rispetto agli standard di prova di tipo. |
| Controllo dei prodotti non conformi | Messa in quarantena sistematica e analisi di qualsiasi parte che non superi uno qualsiasi dei controlli di qualità. | Garantisce che vengano assemblati solo componenti conformi a tutte le specifiche, salvaguardando l'integrità del prodotto finale. |
| Audit interno della qualità e revisione della direzione | Audit interni programmati e revisioni della direzione dell'intero sistema di gestione della qualità. | Promuove il miglioramento continuo e garantisce l'efficacia costante del sistema. |
| Conservazione completa dei documenti (≥24 mesi) | Tracciabilità digitale completa per ogni lotto di produzione: certificati dei materiali, registri dei trattamenti termici, risultati delle ispezioni. | Offre una trasparenza senza pari e supporta l'analisi delle garanzie o dei guasti con dati concreti. |
3.0 Esegesi tecnica: Ingegneria a livello di componente sotto certificazione
Il framework CQC fornisce il "come"; l'ingegneria avanzata definisce il "cosa". L'assemblaggio 81QE11010 è un esempio magistrale di scienza dei materiali mirata e progettazione meccanica.
3.1 Corpo e flangia del rullo: forgiati e temprati per una resistenza all'abrasione superiore
- Materiale: Il nucleo è costituito da un grezzo forgiato in acciaio legato a grana fine ad alta resistenza 40SiMnTi o 50Mn. Questa scelta privilegia l'eccezionale temprabilità e la tenacità del nucleo rispetto ai comuni acciai di qualità inferiore.
- Processo: Sottoposto a tempra a induzione profonda controllata da computer. I parametri del processo sono meticolosamente documentati secondo le registrazioni di controllo del processo previste dal CQC.
- Specifiche: Raggiunge una durezza superficiale di 58-62 HRC con una profondità di tempra effettiva controllata di 8-12 mm, che si trasforma in un nucleo resistente di 38-42 HRC. Questa superficie profonda e dura come il vetro è progettata per resistere all'usura abrasiva estrema causata da roccia e terreno polverizzati, mentre il nucleo duttile assorbe gli urti ad alto impatto tipici delle attività minerarie e di estrazione, prevenendo fratture fragili catastrofiche.
3.2 L'asse di tenuta: un sistema tribologico e di contenimento
- Albero: Realizzato in acciaio legato 40Cr o 20CrMnTi cementato, rettificato con precisione a specchio (Ra ≤ 0,4 μm). Ciò riduce al minimo l'attrito e l'usura sull'interfaccia di tenuta, un fattore critico per l'integrità a lungo termine.
- Boccola: Utilizza una lega di rame sinterizzato ad alta densità, impregnata d'olio. Questo materiale offre un'eccellente conformabilità e capacità di carico, con il lubrificante incorporato che funge da fonte di lubrificazione di emergenza secondaria.
- Sistema di tenuta: impiega una guarnizione a labirinto multistadio adattiva alla pressione. Questo sistema integra un anello di usura primario flottante in metallo per deviare i detriti abrasivi più grossolani, una guarnizione in gomma nitrilica a labbro multiplo azionata da un design a molla brevettato e un labirinto riempito di grasso. È progettato per mantenere la sua integrità sotto l'elevata pressione statica dell'immersione profonda nel fango e la pressione dinamica della rotazione ad alta velocità del cingolo.
3.3 Assemblaggio e convalida finale: la fase finale
L'assemblaggio viene effettuato in un ambiente controllato. La cavità viene spurgata e riempita con un grasso al litio complesso per pressioni estreme (EP), specificato per un ampio intervallo di temperature (da -30 °C a +150 °C). Prima della spedizione, ogni unità viene sottoposta a un test operativo finale per verificarne la fluidità di rotazione e l'integrità della tenuta. Questo controllo finale è parte integrante dell'"ispezione di routine" definita dal CQC, chiudendo così il ciclo del controllo qualità della produzione.

4.0 Conformità, intercambiabilità e impegno prestazionale
- Compatibilità OEM: Il modello 81QE11010 è progettato per essere intercambiabile direttamente e senza modifiche con il sistema di sottocarro HYUNDAI R1250. Tutte le dimensioni critiche dell'interfaccia (diametro dell'albero, passo circolare dei fori per i bulloni, larghezza complessiva e profilo della flangia) sono mantenute entro tolleranze rigorose.
- Garanzia di prestazione: Il componente è coperto da una garanzia di prestazione supportata dal suo processo di produzione certificato. L'ampia documentazione richiesta dalla supervisione CQC fornisce una base oggettiva per questa fiducia.
- Garanzia di fornitura globale: HELI MACHINERY MANUFACTURING CO., LTD. supporta la logistica globale con imballaggi conformi agli standard di esportazione e documentazione di certificazione completa, inclusi certificati di prova dei materiali e rapporti di ispezione di fabbrica, facilitando un approvvigionamento transfrontaliero senza intoppi.
5.0 Conclusione: Ridefinire il valore attraverso un processo verificabile
ILGruppo rulli inferiori per cingolo HYUNDAI R1250 81QE11010Il componente HELI MACHINERY (CQC TRACK) rappresenta una vera e propria evoluzione, passando da un semplice pezzo di ricambio a un componente ingegneristico con processo garantito. La sua superiorità non è solo dichiarata, ma strutturalmente rafforzata dai rigorosi standard di certificazione del prodotto CQC e dalla supervisione in fabbrica. Questo approccio ingegneristico basato sulla certificazione garantisce che ogni unità consegnata sia un diretto discendente di un progetto rigorosamente testato e approvato, prodotto all'interno di un sistema di qualità soggetto a sorveglianza annuale e audit a sorpresa.
Per il responsabile della gestione delle attrezzature più esigente, la proposta di valore è chiara: investire in un componente la cui lunga durata e l'affidabilità ineccepibile sono intrinseche al suo design e validate da uno dei sistemi di valutazione della qualità più strutturati nel settore manifatturiero. Ciò si traduce nel parametro di riferimento definitivo per i macchinari pesanti: massima disponibilità della macchina e minimo costo per ora di funzionamento.
Disclaimer: Le specifiche e i design sono soggetti a continui miglioramenti. Si raccomanda di verificare il modello esatto della macchina e l'intervallo del numero di serie per la compatibilità prima dell'acquisto. Le informazioni sulla certificazione CQC si basano sulle credenziali pubbliche del produttore e sui protocolli CQC standard.
Categoria di prodotti
-

KOMATSU KM1743 2083000310 2083000231 2083000212...
-

HYUNDAI 81QB11010 81E700631BG 81E700632BG 81E70...
-

Rullo inferiore del cingolo per escavatore Kobelco Sk60 S...
-

KOMATSU KM2503 21N3000120 21N3000121 21N3000122...
-

Vendita di tutti i tipi di rulli di supporto per binari Rulli Spro...
-

Gruppo rulli di guida XCMG 800370495 XE690DK &#...






